

Low-cost super-high-strength carriage board and manufacture method thereof
A manufacturing method and a technology for car body panels, applied in the direction of improving process efficiency, etc., can solve the problems of light weight, low alloy cost, poor wear resistance, etc., and achieve the effect of good cold forming performance, excellent mechanical properties, and optimized process control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
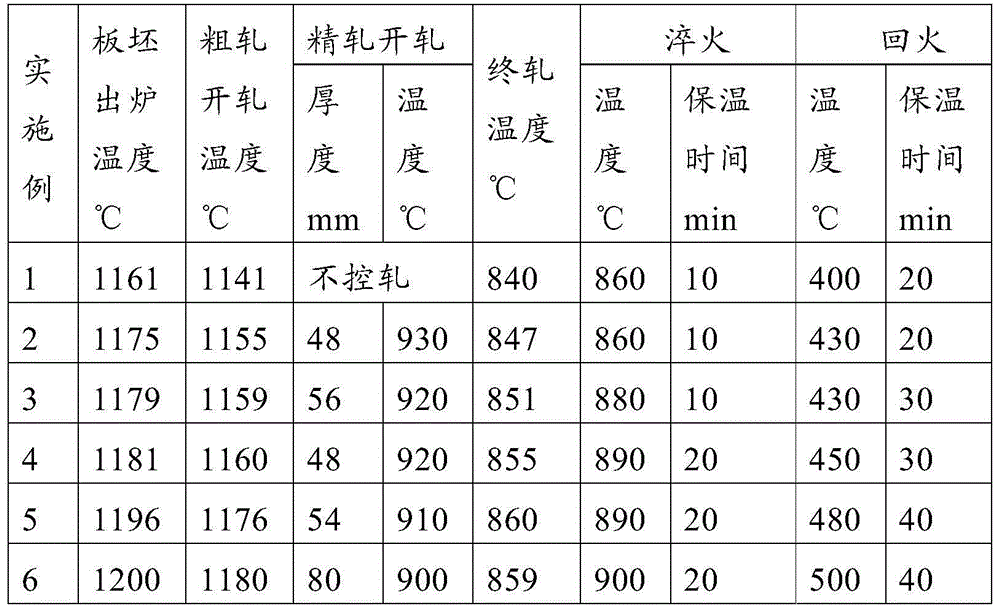
[0046] 185 tons of molten iron is smelted in a converter, heated to a temperature of 1300°C, and then 30 tons of scrap steel is added, and 0.13 tons of aluminum is added for deoxidation and alloying using a single slag process, and the slag is blocked in tapping, and the tapping temperature of the converter is controlled between 1620-1660°C. During the tapping process, the ladle must be bottom-blown with argon, and the molten steel must not be exposed. After the molten steel is smelted in a converter, it is refined outside the LF furnace, and 4.5 tons of ferromanganese and 0.67 tons of ferrosilicon are added, followed by vacuum degassing in the RH process. The vacuum degree of vacuum degassing is 0.25KPa, and the deep vacuum time is 20 minutes; Casting machine for continuous casting, control the superheat of molten steel 15-50 ℃; put the slab into the heating furnace and heat up to 1200 ℃ (the total reheating time is 250 minutes, soaking time is 40 minutes), and then in 20MPa ...
Embodiment 2
[0049] 185 tons of molten iron is smelted in a converter, heated to a temperature of 1250°C, and then 35 tons of scrap steel are added. Using a single slag process, 0.15 tons of aluminum is added for deoxidation and alloying, and the tapping temperature of the converter is controlled between 1620-1660°C. During the tapping process, the ladle must be bottom-blown with argon, and the molten steel must not be exposed. After the molten steel is smelted in the converter, it is refined outside the LF furnace, and 4.2 tons of ferromanganese and 0.73 tons of ferrosilicon are added. After that, the RH process is vacuum degassed. The temperature is 0.25KPa, and the deep vacuum time is 20min; the molten steel is sent to the casting machine for continuous casting, and the degree of superheat of the molten steel is controlled at 15-50°C; 269 minutes, the soaking period is 30 minutes), then carry out high-pressure water descaling under 20MPa; then carry out, rough rolling, finish rolling, ...
Embodiment 3
[0052] 185 tons of molten iron is smelted in a converter, heated to a temperature of 1280°C, and then 40 tons of scrap steel is added. Using a single slag process, 0.16 tons of aluminum is added for deoxidation and alloying, and the tapping temperature of the converter is controlled between 1620-1660°C. During the tapping process, the ladle must be bottom-blown with argon, and the molten steel must not be exposed. After the molten steel is smelted in a converter, it is refined outside the LF furnace, and 4.0 tons of ferromanganese and 0.84 tons of ferrosilicon are added, followed by vacuum degassing in the RH process. The vacuum degree of vacuum degassing is 0.25KPa, and the deep vacuum time is 20 minutes; Casting machine for continuous casting, control the superheat of molten steel 15-50 ℃; put the slab into the heating furnace and heat up to 1200 ℃ (the total reheating time is 285 minutes, the soaking time is 37 minutes), and then at 20MPa Under high pressure water descaling...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More