

Wing sectional material combination type turbine centrifugal impeller
A combined and centrifugal technology, applied in the direction of non-variable pumps, supporting elements of blades, components of pumping devices for elastic fluids, etc., can solve problems such as high production costs, poor versatility, and complex molds
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0064] Embodiment 1: the making of centrifugal airfoil profile
[0065] Centrifugal airfoil blade profile of the present invention is made into following two big classes:
[0066] 1. Aviation aerodynamic standard airfoil structure profiles
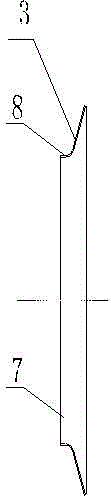
[0067] The document "Method for Manufacturing High-efficiency Energy-saving Fan Impeller Using Airfoil Structure Sections" discloses the cross-sectional structure of standard airfoil structure sections of aviation aerodynamics, including asymmetric airfoils (as attached Figure 6 ), symmetrical airfoil (if attached Figure 7 ), and the airfoil derived from the symmetrical airfoil based on the center arc is also included here (as shown in the attached Figure 8 ), the middle arc can be a single arc or a combination of multiple arcs, it can also be a part of an elliptic curve, or it can be a part of other function curves and their combination;
[0068] 2. Composite airfoil structure profile generated based on aerodynamic standard airfoil ...
Embodiment 2
[0075] Embodiment 2: Select the type of airfoil structure profile, and determine the section form
[0076] (1) Determine the airfoil profile line of the airfoil according to the engineering calculation flow pattern;
[0077] (2) The airfoil section size is not large, or the airfoil solid structure can be selected when the blade wear resistance, strength, stiffness and other conditions are considered;
[0078] (3) When the size of the airfoil section is large, different forms of hollow section structures can be selected under the conditions of blade strength and stiffness;
[0079] (4) When the size of the airfoil section is large, the combined blade section structure can also be used: it can be a joint structure, such as an attached Figure 15 ; It can also be a mortise and tenon structure, such as attached Figure 16 .
Embodiment 3
[0080] Example 3: blade profile material
[0081] According to the different media (occasions) applicable to the impeller blades, different materials are selected. Blade material can be metal material, non-metal material, composite material;
[0082] The airfoil blade profile is manufactured by extruding, extruding and drawing.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More