

TIG welding method applicable to moderately thick aluminum alloy
A welding method and aluminum alloy technology, which is applied in the field of aluminum alloy welding, can solve the problems of increasing welding defects, increasing heat input, residual stress, etc., and achieve the effects of improving welding efficiency, reducing filler metal, and controlling welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings.
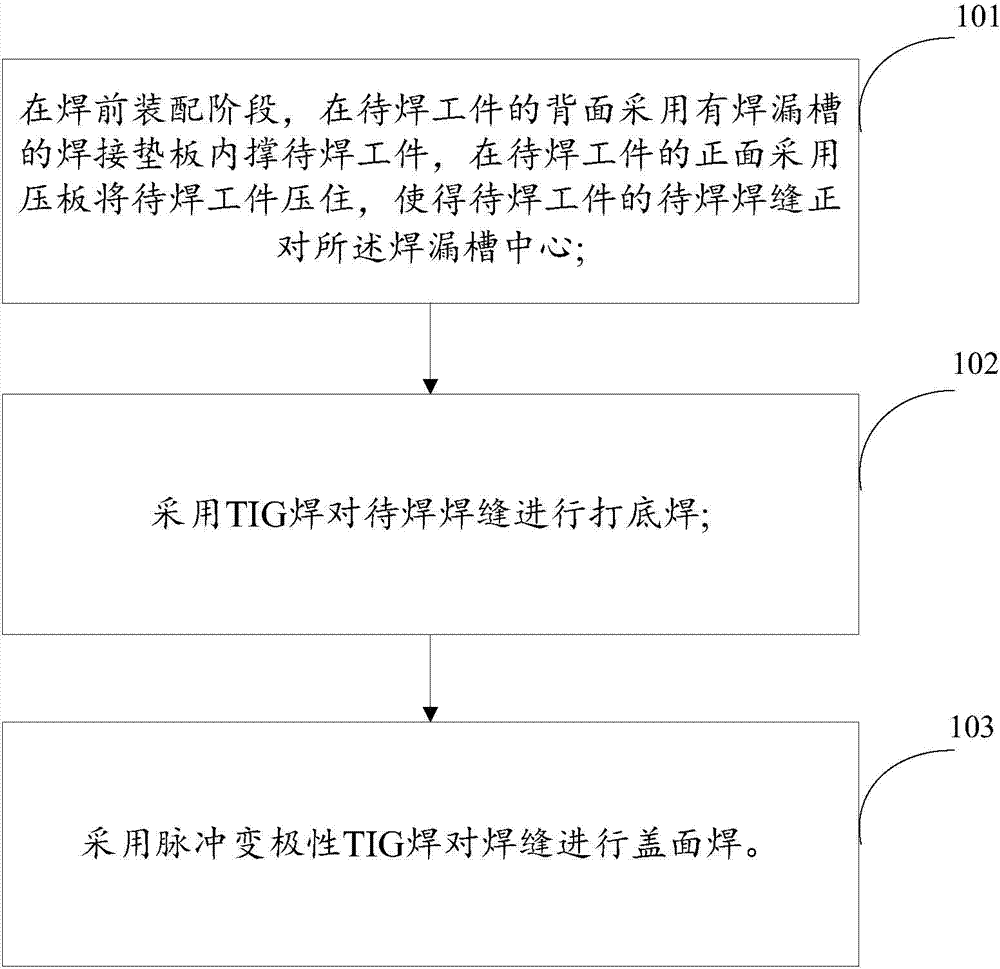
[0018] The embodiment of the present invention provides a TIG welding method suitable for medium-thickness aluminum alloys. This method can be applied to aluminum alloy materials with a thickness of 6-15 mm. The effect of welding double-sided molding can greatly improve welding efficiency. figure 1 It is a schematic flow chart of a TIG welding method suitable for medium-thickness aluminum alloys in an embodiment of the present invention. Such as figure 1 Shown, this TIG welding method comprises the steps:
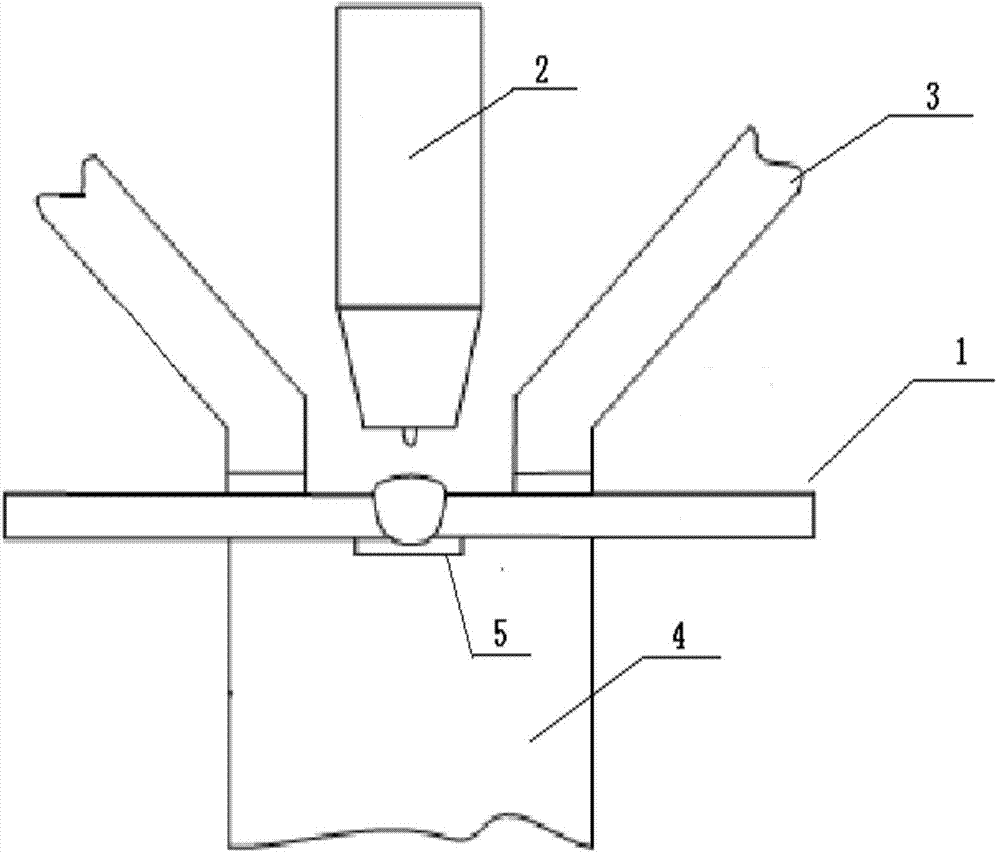
[0019] Step 101: In the assembly stage before welding, the workpiece to be welded is supported on the back of the workpiece to be welded with a welding backing plate with a welding leak groove, and the workpiece to be welded is pressed by a pressure plate on ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More