

Welding method of flange plate of q390d steel crane girder in heavy work system
A welding method and flange plate technology are applied in welding equipment, workpiece edge parts, gas flame welding equipment and other directions, which can solve the problem that welding methods cannot be borrowed, simplify the post-welding heat treatment process, improve impact toughness, and reduce cold cracks. the effect of
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
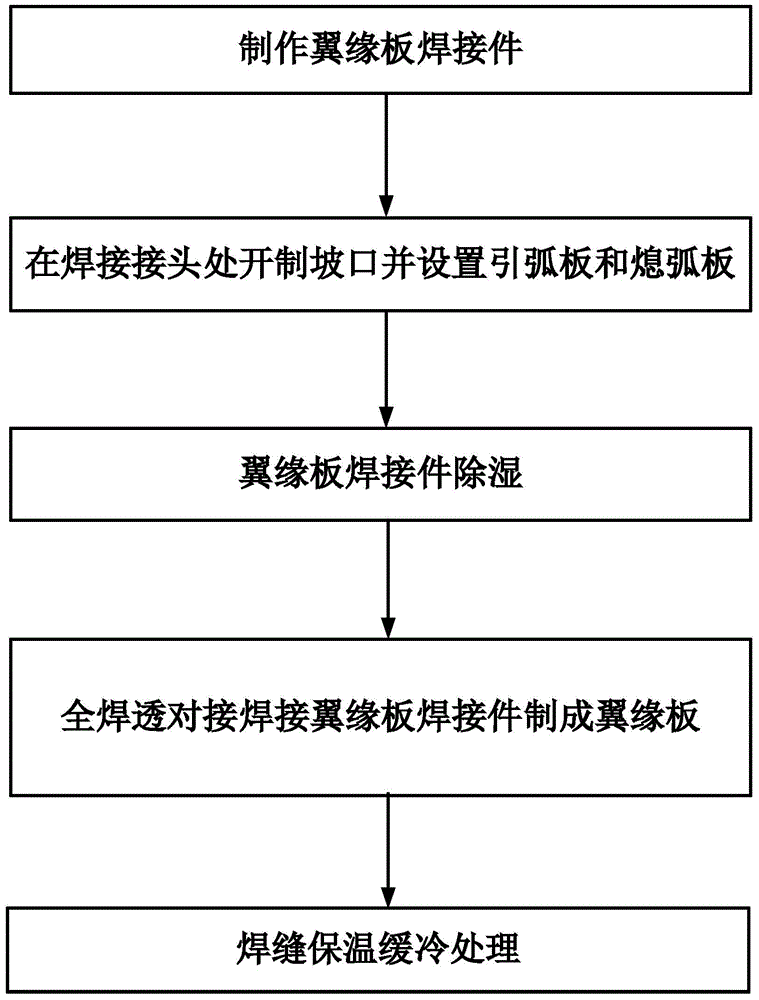
[0028] The present invention will be further described below in conjunction with the accompanying drawings and embodiments. like figure 1 As shown, the flange plate welding method of the heavy duty Q390D steel crane girder of the present invention is to cut the Q390D steel plate with a thickness of 50 to 60mm into a flange plate weldment of H-shaped steel, and then fully penetrate butt weld the flange Welding parts of flange plates are made into flange plates, including making flange plate weldments, making grooves at welded joints, dehumidifying flange plate weldments, making flange plates from full penetration butt welded flange plate weldments, welding There are five steps in seam heat preservation and slow cooling treatment, as follows:
[0029] Step 1. Making flange plate weldments: Cut the Q390D steel plate to be cut with a thickness of 50-60mm into flange plate weldments of predetermined specifications by using a numerical control flame cutting machine.
[0030] Durin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More