

An optimization method of tension system for ultra-thin strip rolling in tandem cold rolling mill
A technology of continuous cold rolling mill and optimization method, applied in the direction of tension/pressure control, etc., can solve the problems of product degradation, increased roll consumption, and peak distribution of force between rolls, so as to improve the quality of strip rolled products, improve The effect of control accuracy and large economic benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
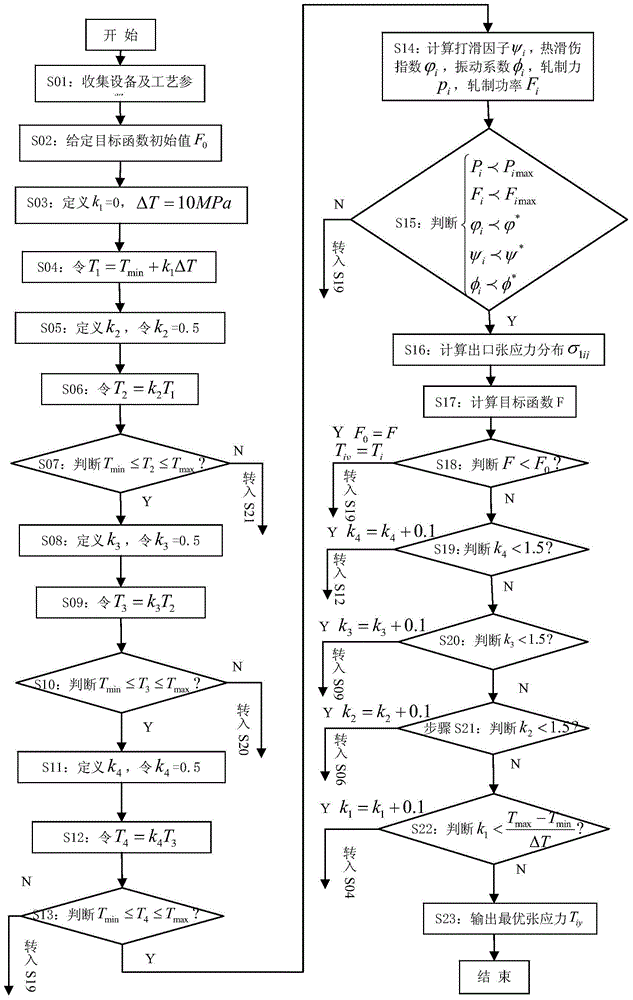
[0046] figure 1 It is an embodiment of the tension system optimization method for ultra-thin strip rolling in the cold tandem mill of the present invention. In order to further illustrate the application process of the related technology described in the present invention, this embodiment uses 1420 five-stand 3+2 type CVC Taking the tandem cold rolling mill as an example, it introduces in detail the setting process of the tension system optimization method in the ultra-thin strip rolling process of a 3+2 type CVC tandem cold rolling mill. exist figure 1 In the shown control flowchart, the tension system optimization method of the present invention comprises the following steps:
[0047] In step S01, key equipment parameters and process parameters of the cold tandem rolling mill are obtained, including the following steps:
[0048] a1) Collect the equipment parameters of the 3+2 type CVC tandem cold rolling mill, including:
[0049] 1-5# frame work roll diameter D wi = {482...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More