

Method of metalizing reverse side of single pipe core
A technology of backside and metallization of die, applied in metal material coating process, ion implantation plating, coating and other directions, can solve the problem of difficult implementation of die, and achieve the effect of saving time, good use effect and simple operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] Metallize the back of the die with a specification (length×width×thickness) of 4.65mm×3.95mm×0.45mm. The specific steps are as follows:
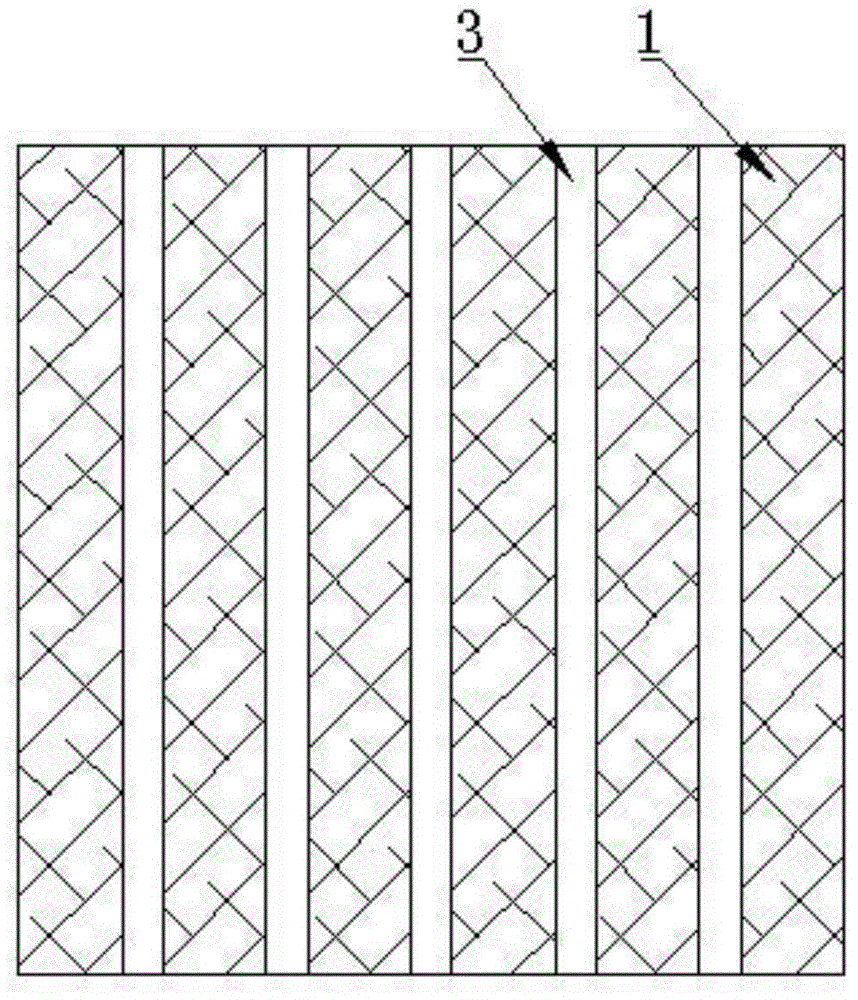
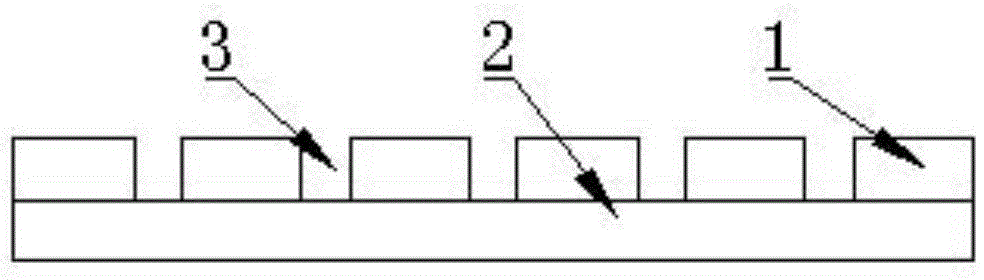
[0025] (1), the glass-ceramics substrate that the thickness is 0.5mm is divided into the glass-ceramics spacer bar that width is 6mm, get 6 glass-ceramic spacer bars and be bonded on the film crystallite that the thickness of substrate is 0.5mm On the glass substrate, the two adjacent glass-ceramic spacers form a die placement groove with a width of 3.97 mm, and are made into a die placement mold with five die placement grooves, as shown in the figure;
[0026] (2), take 5 individual tube cores and place them respectively in the tube core placement grooves of the tube core placement mold with the back facing up, and send them into the sputtering chamber of the magnetron sputtering table, and the purity of the feed is 99.99% % argon as the reaction gas, the gas flow rate is 12sccm, and the vacuum degree of the control sputtering chambe...
Embodiment 2
[0032] Metallize the back of the die with a specification (length×width×thickness) of 4mm×3.15mm×0.42mm. The specific steps are as follows:
[0033] (1), making die placement mold
[0034] A glass-ceramic substrate with a thickness of 0.5 mm is divided into glass-ceramic spacers with a width of 5.5 mm, and 6 glass-ceramic spacers are bonded on the thin-film glass-ceramic substrate as the substrate. Two glass-ceramic spacers form a die placement groove with a width of 3.175mm, and make a die placement mold with five die placement grooves, as shown in the figure;
[0035] (2), take 5 individual tube cores and place them respectively in the tube core placement grooves of the tube core placement mold with the back facing up, and send them into the sputtering chamber of the magnetron sputtering table, and the purity of the feed is 99.99% % argon as the reaction gas, the gas flow rate is 13sccm, and the vacuum degree of the control sputtering chamber is 5.5×10 -5 Pa;
[0036] (3)...
Embodiment 3
[0041] Metallize the back of the die with a specification (length×width×thickness) of 2.5mm×1.5mm×0.44mm. The specific steps are as follows:
[0042] (1), making die placement mold
[0043] A glass-ceramic substrate with a thickness of 0.5 mm is divided into glass-ceramic spacers with a width of 5 mm, and 6 glass-ceramic spacers are bonded on the thin-film glass-ceramic substrate as the substrate. A glass-ceramic spacer forms a die placement groove with a width of 1.53mm, and is made into a die placement mold with five die placement grooves, as shown in the figure;
[0044] (2), take 5 individual tube cores and place them respectively in the tube core placement grooves of the tube core placement mold with the back facing up, and send them into the sputtering chamber of the magnetron sputtering table, and the purity of the feed is 99.99% % argon as the reaction gas, the gas flow rate is 14sccm, and the vacuum degree of the control sputtering chamber is 5×10 -5 Pa;
[0045] (...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More