

Rolling method for enhancing ferritic stainless steel surface wrinkling resistance
A stainless steel and wrinkle resistance technology is applied in the rolling field to improve the surface wrinkle resistance of ferritic stainless steel. Improved wrinkle height and uniform grain size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
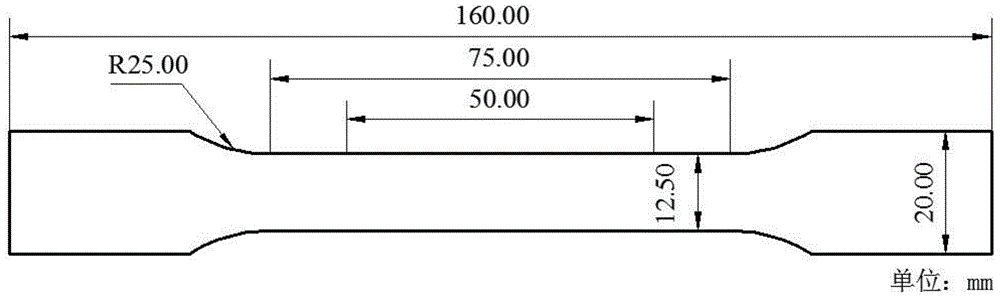
[0026] A hot-rolled annealed plate with a thickness of 2.87 mm was selected, and then the test plate was cold-rolled on a two-roll mill.
[0027] In order to achieve the purpose of asynchronous rolling, different roll diameter configurations are used in cold rolling to achieve asynchronous rolling. At the same time, a group of synchronous rolling with the same roll diameter ratio was selected for comparison. The specific method and cold rolling process of the rolls are shown in Table 1.
[0028] Table 1
[0029] Simultaneous rolling Speed ratio 1.11 Speed ratio 1.20 Roll diameter configuration (mm / mm) 100 / 100 90 / 100 100 / 120 Original thickness (mm) 2.87 2.87 2.87 Final rolling thickness (mm) 0.57 0.60 0.57 Reduction rate 80.1% 79.1% 80.1%
[0030] The above-mentioned cold-rolled sheets of different processes were annealed, the annealing temperature was 880° C., and the annealing time was 2 minutes.
[0031] Annealed sh...
Embodiment 2
[0034] Embodiment 2: A rolling method for improving wrinkling resistance on the surface of ferritic stainless steel, which is suitable for adding Nb and Ti stabilizing elements containing 16%-22% of Cr content and ultra-pure stainless steel with C+N content≤0.02%. Ferritic stainless steel, including the following steps:
[0035] Step 1, carrying out hot rolling treatment to cast slab;
[0036] Step 2, carrying out annealing and pickling treatment to the hot-rolled plate;
[0037] Step 3, cold rolling by asynchronous rolling method: the hot-rolled annealed and pickled plate is subjected to asynchronous rolling and cold rolling, the asynchronous rolling speed ratio is between: 1.50, and the total rolling reduction is 90%;
[0038] Step 4, cold rolling and annealing: the steel plate obtained by asynchronous rolling and cold rolling is subjected to annealing treatment, the annealing temperature is 1000° C., and the annealing time is 1 min.
Embodiment 3
[0039] Embodiment 3: A rolling method for improving wrinkling resistance on the surface of ferritic stainless steel, which is suitable for adding Nb and Ti stabilizing elements containing 16%-22% of Cr and ultra-pure stainless steel with C+N content≤0.02%. Ferritic stainless steel, including the following steps:
[0040] Step 1, carrying out hot rolling treatment to cast slab;
[0041] Step 2, carrying out annealing and pickling treatment to the hot-rolled plate;
[0042] Step 3, cold rolling by asynchronous rolling method: the hot-rolled annealed and pickled plate is subjected to asynchronous rolling and cold rolling, the asynchronous rolling speed ratio is between: 1.05, and the total rolling reduction is 75%;
[0043] Step 4, cold rolling and annealing: the steel plate obtained by asynchronous rolling and cold rolling is annealed, the annealing temperature is 840° C., and the annealing time is 4 minutes.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More