

Full penetration fillet weld back-chipping-free welding process for large-scale H-shaped steel
A welding process and H-shaped steel technology, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems of increasing welding material cost and energy consumption, poor operating environment for workers, and many welding procedures, so as to ensure the groove Dimensional accuracy and welding quality, removal of root removal workload, and reduction of welding work procedures
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The specific implementation manners of the present invention will be described in detail below in conjunction with the accompanying drawings.
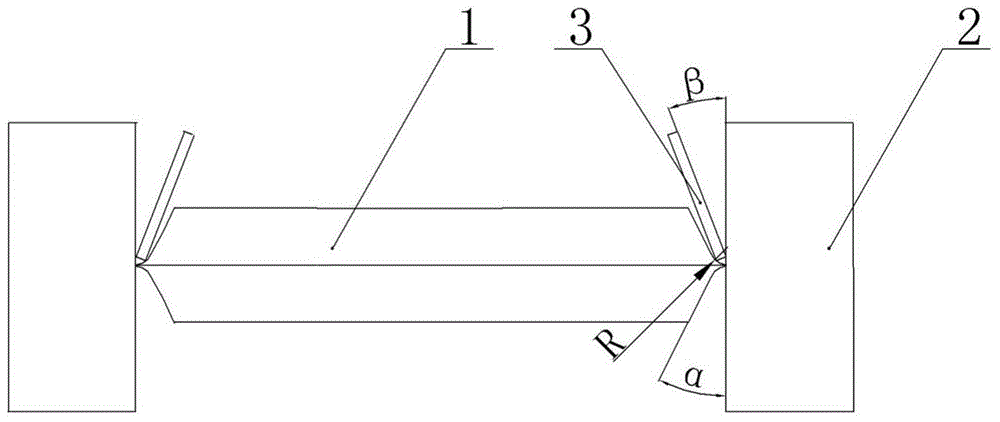
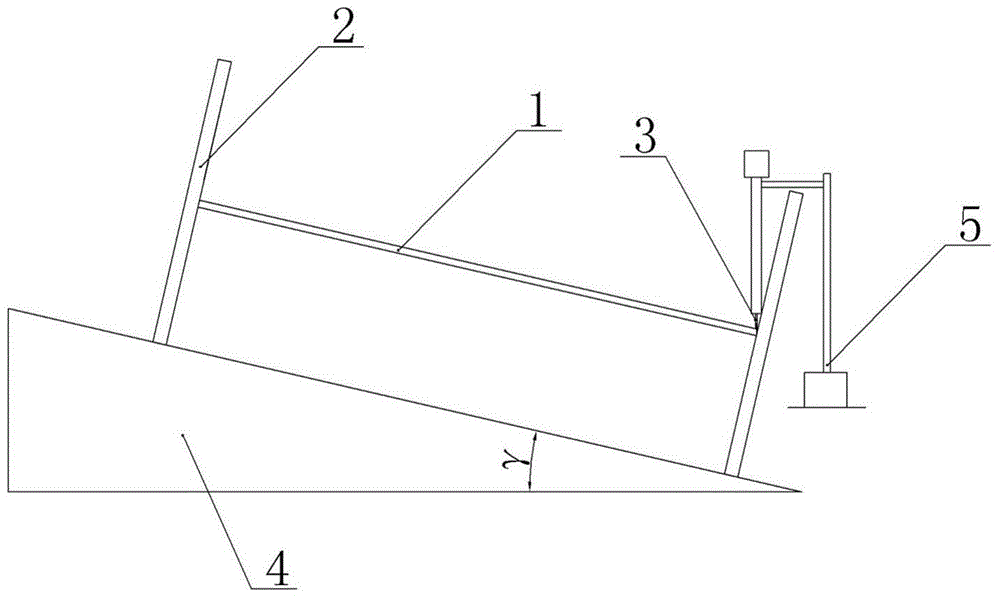
[0024] see figure 1 , figure 2 , a large-scale H-shaped steel full-penetration fillet weld without root-cleaning welding process, for H-shaped steel with a web thickness of 40-45mm and a wing plate thickness of 50-55mm, the full-penetration fillet weld without root-cleaning group butt welding , which includes the following steps:
[0025] ① Groove design: Through the simulation lofting of the actual thickness of the web and flange through the drawing software, ensure that the distance from the end of the welding wire to the root of the weld seam is as short as possible, so that short-arc welding can be used, and the angle of welding wire 3 is adjusted to the angle of the welding wire. The center line is aligned with the intersection point of the wing plate 2 and the web plate 1, so that no in-penetration and in-fusion defects...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More