Thermal shaping method and device of high-strength sharp-corner square rectangular tube
A square and rectangular tube, hot-shaping technology, applied in rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problems of inability to complete high-strength sharp-angled square and rectangular tubes, uneven inner and outer corners, and reduced elongation, etc. Achieve the effect of improving work hardening, fast heating and increasing elongation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
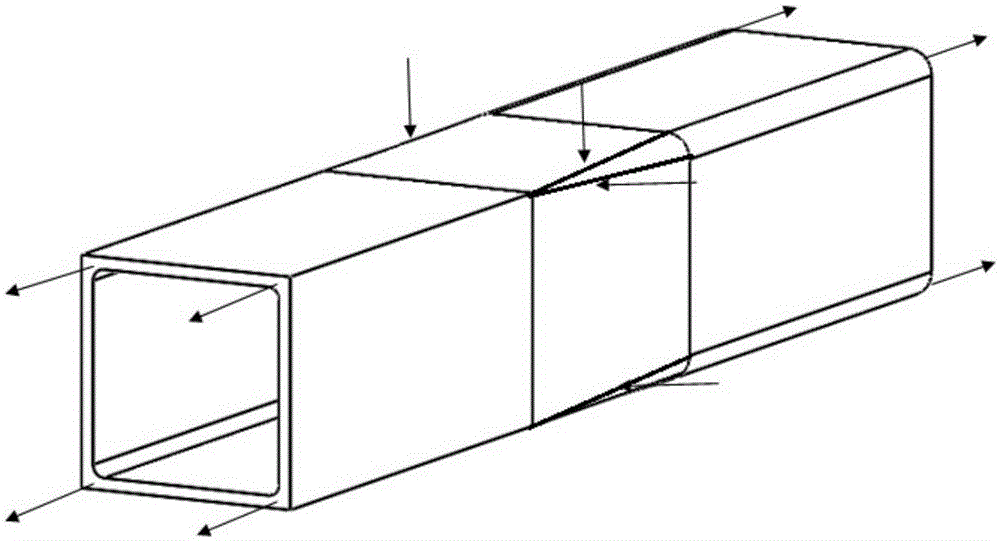
[0051] Pre-bend the high-strength steel plate (the material is QSTE700) into a preformed square rectangular tube with a fillet radius R=6mm (such as Figure 5 As shown), its size is 40.0×40.0×2.0mm; 2) At a feed rate of 10m / min, the fillet part of the preformed square and rectangular tube is rapidly heated to 600°C; 3) After hot extrusion and shaping, the obtained The size is 38.0×38.0×2.0mm, and the inner sharp angle square rectangular tube, its structure is as follows Image 6 shown.
[0052] After testing, for the QSTE700 material, the elongation rate is only 9% when cold-formed; however, the elongation rate at the bend angle returns to the raw material performance after thermal shaping in this embodiment, and the elongation rate reaches 20%.
Embodiment 2
[0054] Pre-bend the high-strength steel plate (QSTE700 material) into a pre-formed square rectangular tube with a fillet radius R=6mm (such as Figure 5 As shown), its size is 40.0×40.0×2.0mm; 2) At a feed rate of 10m / min, the fillet part of the preformed square and rectangular tube is rapidly heated to 800°C; 3) After hot extrusion and shaping, the obtained The size is 37.5×37.5×2.0mm, and the outer sharp corner square rectangular tube, its structure is as follows Figure 7 shown.
[0055] After testing, the elongation is only 5% when cold-bending; however, the elongation of the corner returns to the raw material properties after heat shaping in this embodiment, and the elongation reaches 18%.
[0056] It can be seen from the above that, compared with the cold-bending process, the work-hardening phenomenon of the square and rectangular tube of the present invention is reduced, the residual stress is reduced, and the elongation is greatly improved.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More