

Thermal treatment method for formed weld joint of drill rod
A heat treatment method and drill pipe technology, applied in heat treatment furnaces, heat treatment equipment, furnace types, etc., can solve problems such as large differences in cooling rates, easy quenching cracks, and small drill pipes are prone to cracks, etc. The effect of production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be further described below in conjunction with accompanying drawing.
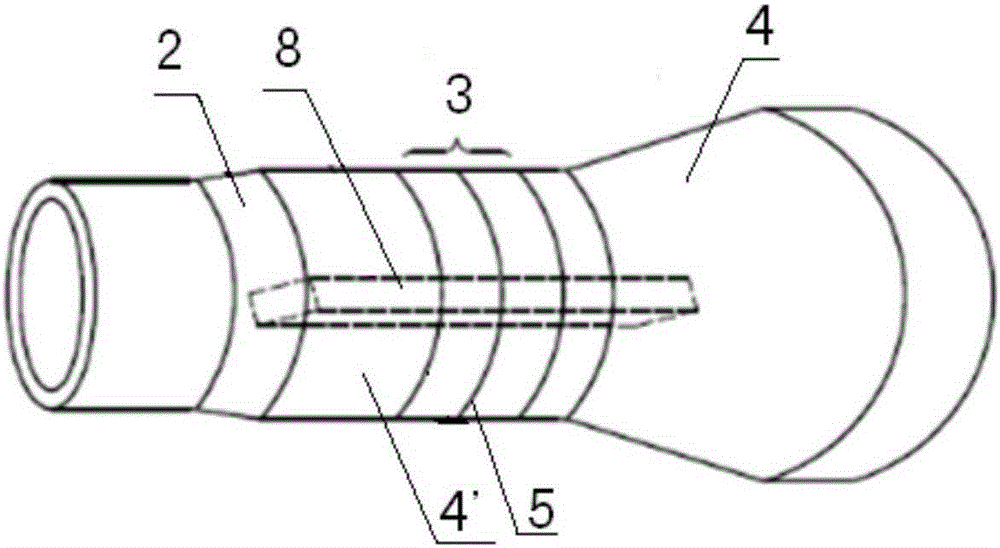
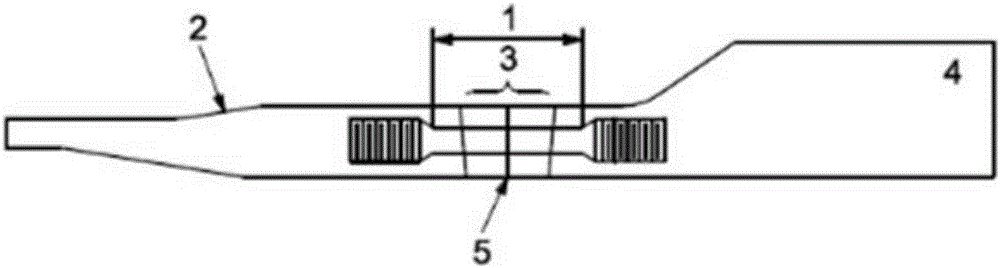
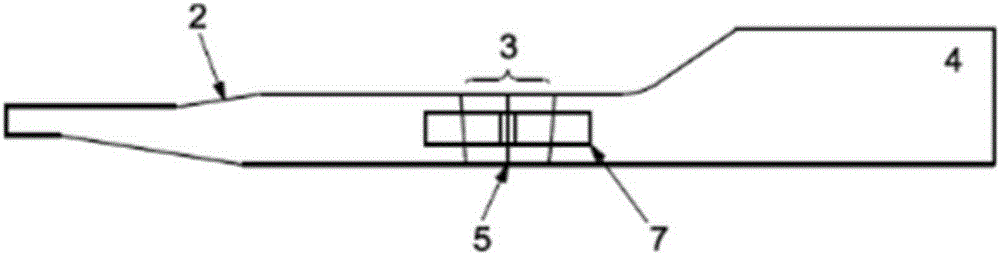
[0025] like figure 1 Shown is a schematic structural view of a small drill rod according to an embodiment of the present invention. Small drill pipe is welded by drill pipe joint 4 and drill pipe body 4 '. A thickening portion 2 of the drill pipe body is provided at the end far away from the drill pipe joint 4 , and a welding zone 3 is formed at the end close to the drill pipe joint 4 . When the drill pipe body 4' and the drill pipe joint 4 are welded, a part of the contact friction surface of the drill pipe body 4' and the drill pipe joint 4 will melt away, forming a flash outward. This area is referred to as the welding zone 3 range. The weld seam 5 is formed by melting the contact friction surfaces of the drill pipe body 4' and the drill pipe joint 4 together. from figure 1 The position and direction of the sampling position area 8 of the mechanical sample of the sm...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More