

Method for repairing abraded hot roll through submerged arc bead welding and laser cladding
A laser cladding and submerged arc surfacing technology, applied in the direction of roll, metal rolling, metal rolling, etc., can solve the problems of low cladding efficiency and high cost of laser cladding materials, and achieve not easy cracking and good wear resistance. The effect of high resistance and fatigue resistance, high bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
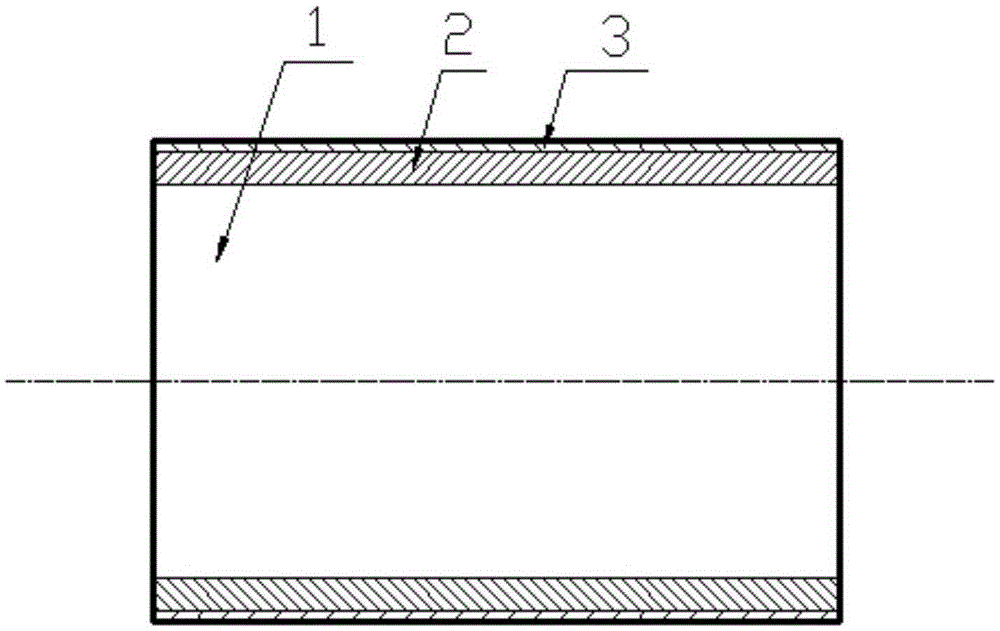
[0025] a roll diameter The submerged arc surfacing and laser cladding repair method of the worn hot roll, the base material of the roll is 42CrMo, including the following process steps: first use the lathe to turn the worn surface of the worn hot roll, remove the surface cracks and holes, and then pile on the surface of the roll Weld a high-strength and tough transition layer, heat-treat the hot roll repaired by surfacing welding, and process it to a diameter less than 1.2mm of the finished product, and then laser clad a layer of high-temperature wear-resistant working layer on the surfacing surface by laser cladding and synchronous powder feeding. Finally, it is finished to the specified size and precision. Its specific process steps are:
[0026] ① Turn the worn surface of the worn hot roll, and remove 5mm on one side, remove the fatigue layer and cracks on the surface, and obtain a smooth roll surface;
[0027] ② There is no crack on the surface of the roller through mag...
Embodiment 2
[0035] a roll diameter The submerged arc surfacing and laser cladding repair method of the worn hot roll, the roll parent material is 30Mn5, including the following process steps: first use the lathe to process the worn surface of the worn hot roll, remove the surface cracks and holes, and then pile on the roll surface Weld a high-strength and tough transition layer, heat-treat the hot roll repaired by surfacing welding, and then process it to a diameter smaller than 1.6mm, and then laser clad a layer of high-temperature wear-resistant working layer on the surfacing surface by laser cladding synchronous powder feeding , and finally finished to the specified size and accuracy. Its specific process steps are:
[0036] ① Turn the worn surface of the worn hot roll, and remove 4mm on one side, remove the fatigue layer and cracks on the surface, and obtain a smooth roll surface;
[0037] ②There are cracks in the magnetic particle inspection of the roll surface, and there are no c...
Embodiment 3
[0045] a roll diameter The submerged arc surfacing and laser cladding repair method of the worn hot roll, the base material of the roll is 21CrMoV12-1, including the following process steps: first use the lathe to turn the worn surface of the worn hot roll, remove the surface cracks and holes, and then remove the surface cracks and holes on the roll The surface is surfacing with a high-strength and tough transition layer, and the hot roll repaired by surfacing is heat-treated, and then processed to a diameter of 1.5mm smaller than the finished product, and then a layer of high-temperature wear-resistant material is laser clad on the surfacing surface by laser cladding synchronous powder feeding. The working layer is finally finished to the specified size and accuracy. Its specific process steps are:
[0046] ① Turn the worn surface of the worn hot roll, and remove 6mm on one side, remove the fatigue layer and cracks on the surface, and obtain a smooth roll surface;
[0047]...
PUM
| Property | Measurement | Unit |
|---|---|---|
| microhardness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More