

A kind of manufacturing method of high temperature resistant alloy seamless pipe
A technology of high temperature resistant alloy and manufacturing method, applied in the direction of metal rolling, manufacturing tools, metal rolling, etc., can solve the problems such as the oxide scale is not easy to wash off, the cost of environmental protection treatment is increased, and the deformation resistance is large, and the inner surface can be guaranteed. The effect of quality, less product grinding and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
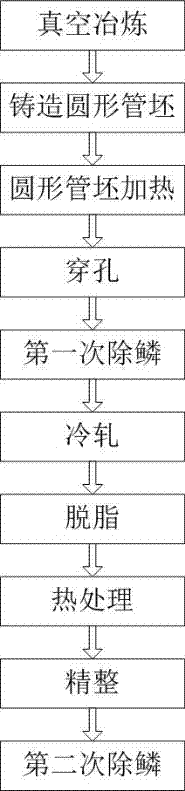
[0044] A method for manufacturing a high-temperature-resistant alloy seamless pipe, comprising the steps of:
[0045] Step 1, vacuum smelting, its chemical composition is calculated by weight percentage: Cr 20-23, Mo 8-10, Nb 3.15-4.15, Fe≤5, Mn≤0.5, Si≤0.5, Co<1, C<0.1, S<0.015, P<0.015, Cu<0.07, Al<0.4, Ti<0.4, the balance is Ni and unavoidable trace elements.
[0046] Step 2, casting a circular tube blank.
[0047] Step 3: Heating the circular tube blank, the heating temperature is 1083-1160°C.
[0048] From the heating furnace used to heat the round tube blank in the step 3 to the piercer for piercing the circular tube blank in the step 4, a heat preservation channel for the circular tube blank to pass is set to ensure that the circular tube blank The temperature drop between the heating and the piercing machine is less than 10 degrees.
[0049] Step 4, perforation, the perforation plug used is equipped with a lubricant injection device, which can continuously spray the...
Embodiment 2
[0058] A method for manufacturing a high-temperature-resistant alloy seamless pipe, comprising the steps of:
[0059] Step 1, vacuum smelting, its chemical composition is calculated by weight percentage: Cr 20-23, Mo 8-10, Nb 3.15-4.15, Fe≤5, Mn≤0.5, Si≤0.5, Co<1, C<0.1, S<0.015, P<0.015, Cu<0.07, Al<0.4, Ti<0.4, the balance is Ni and unavoidable trace elements.
[0060] Step 2, casting a circular tube blank.
[0061] Step 3: Heating the circular tube blank, the heating temperature is 1083-1160°C.
[0062] From the heating furnace used to heat the round tube blank in the step 3 to the piercer for piercing the circular tube blank in the step 4, a heat preservation channel for the circular tube blank to pass is set to ensure that the circular tube blank The temperature drop between the heating and the piercing machine is less than 10 degrees.
[0063] Step 4, perforation, the used perforation plug is equipped with a lubricant injection device, which can continuously spray the...
Embodiment 3
[0072] A method for manufacturing a high-temperature-resistant alloy seamless pipe, comprising the steps of:
[0073] Step 1, vacuum smelting, its chemical composition is calculated by weight percentage: Cr 20-23, Mo 8-10, Nb 3.15-4.15, Fe≤5, Mn≤0.5, Si≤0.5, Co<1, C<0.1, S<0.015, P<0.015, Cu<0.07, Al<0.4, Ti<0.4, the balance is Ni and unavoidable trace elements.
[0074] Step 2, casting a circular tube blank.
[0075] Step 3: Heating the circular tube blank, the heating temperature is 1083-1160°C.
[0076] From the heating furnace used to heat the round tube blank in the step 3 to the piercer for piercing the circular tube blank in the step 4, a heat preservation channel for the circular tube blank to pass is set to ensure that the circular tube blank The temperature drop between the heating and the piercing machine is less than 10 degrees.
[0077] Step 4, perforation, the perforation plug used is equipped with a lubricant injection device, which can continuously spray the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More