Casting process for forming complex pipeline in titanium alloy investment casting
A casting process, titanium alloy technology, applied in the directions of casting mold components, manufacturing tools, casting molding equipment, etc., can solve the problems of easy core fracture, eccentric core, cracking, titanium tube oxidation, etc., to ensure surface quality, overcome cleaning Difficulty, the effect of saving production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The technical scheme of the present invention will be further described below in conjunction with the accompanying drawings, but the required protection scope is not limited to the description;
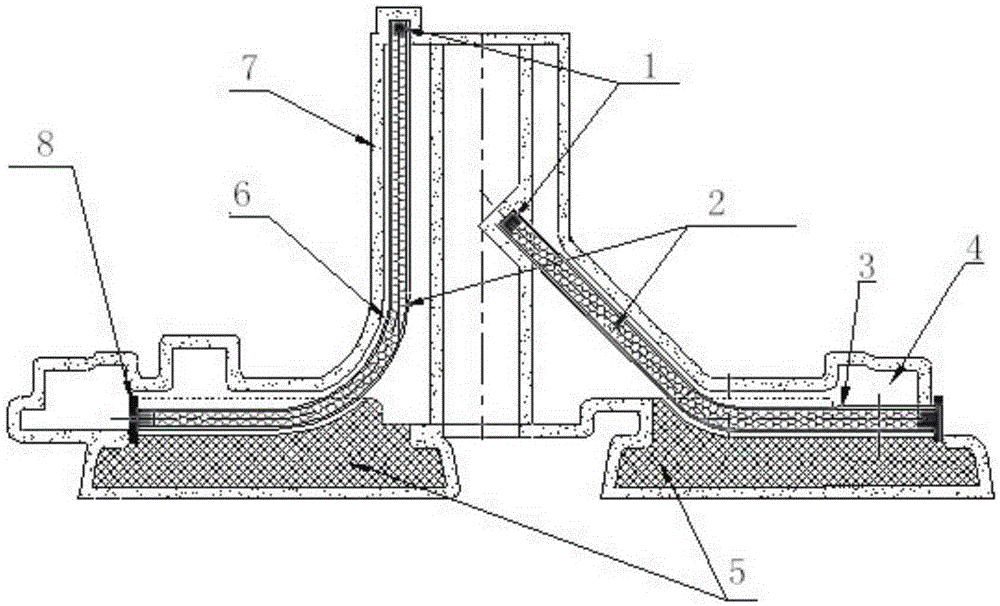
[0019] 5. If figure 1 Shown is the implementation process of forming oil pipe 6 and air pipe 3 in the pipeline,
[0020] (1) Make the air pipe 3 and the oil pipe 6 into the shape shown in the figure, fill the air pipe 3 and the oil pipe 6 with 100 mesh yttrium oxide sand, and block the pipe mouth with water glass mixed with bauxite mud; prevent the slurry from infiltrating inside the pipe.
[0021] (2) Type the pipeline, make the main body wax mold with the trachea 3 cavity and the casting body, make the split wax mold and the cover wax mold 5 containing the oil pipe 6 cavity and the bonding wax mold; There is a positioning core head to prevent the titanium tube from being eccentric under the impact force and centrifugal force of the molten metal;
[0022] (3) bonding the bo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More