Crystallization pressure keeping and increasing method for low-pressure casting molding of aluminum alloy wheel metal mold
A low-pressure casting and metal mold technology, which is applied in the field of crystallization pressure holding and boosting for metal mold low-pressure casting, can solve the problem of difficult to achieve high crystallization boost pressure, improve the solidification feeding effect, and reduce shrinkage porosity and porosity. , to avoid the effect of overflow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
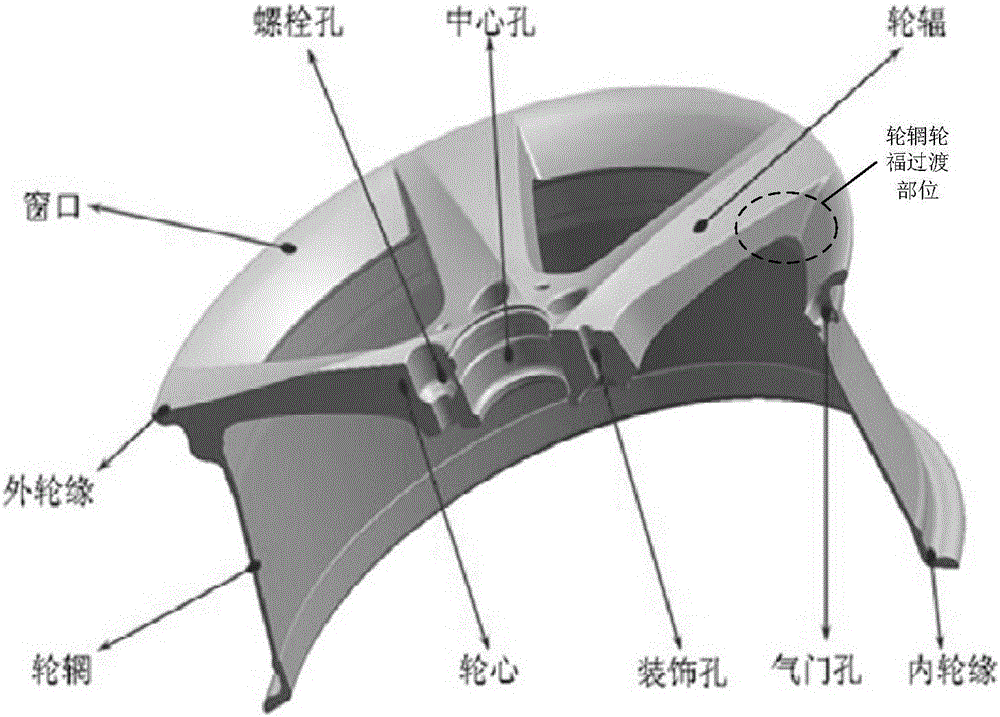
[0092] 26-inch, A356 alloy wheels. H13 steel mold, upper mold + lower mold + 4 side mold structure, directly exposed to the atmosphere. The pouring temperature is 710°C, the initial mold temperature is 400°C, and the cooling method is air cooling.
[0093] The steps of preparing aluminum alloy wheels by adopting metal mold low-pressure casting molding with crystallization pressure-holding and boosting method include:
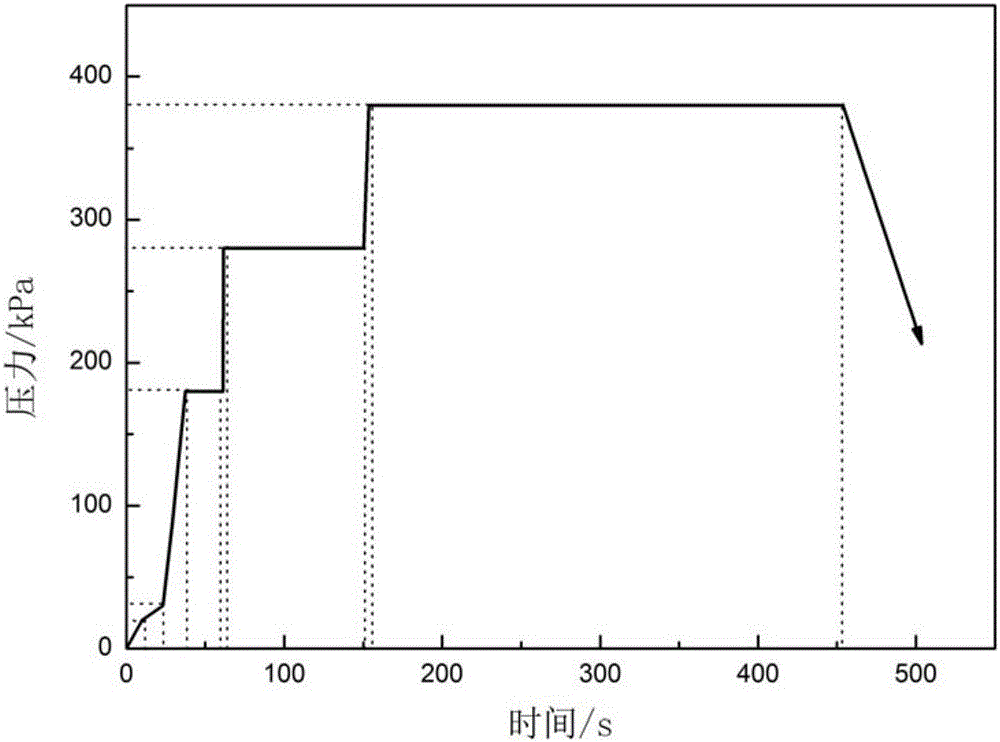
[0094] Step 1, liquid ascending stage;
[0095] Under the condition that the liquid lifting pressure is 20kPa and the liquid lifting speed is 2.0kPa / s, the aluminum liquid rises steadily along the liquid rising pipe to the gate of the mold and flows into the mold;
[0096] Step 2, the filling stage;
[0097] Under the conditions of the filling pressure of 30kPa and the filling speed of 0.75kPa / s, the molten aluminum is filled into the cavity from the gate until the cavity is completely filled;
[0098] Step 3, crystallization pressurization stage;
[0099] Af...
Embodiment 2
[0118] 18-inch, A356 alloy wheels. H13 steel mold, upper mold + lower mold + 4 side mold structure, directly exposed to the atmosphere. The pouring temperature is 720°C, the initial mold temperature is 400°C, and the cooling method is wind-mist mixing cooling.
[0119] The steps of preparing aluminum alloy wheels by adopting metal mold low-pressure casting molding with crystallization pressure-holding and boosting method include:
[0120] Step 1, liquid ascending stage;
[0121] Under the conditions of the liquid lifting pressure of 21kPa and the liquid lifting speed of 1.8kPa / s, the aluminum liquid rises steadily along the liquid rising pipe to the gate of the mold and flows into the mold;
[0122] Step 2, the filling stage;
[0123] Under the condition that the filling pressure is 35kPa and the filling speed is 0.54kPa / s, the molten aluminum is filled into the cavity from the gate until the cavity is completely filled;
[0124] Step 3, crystallization pressurization stag...
Embodiment 3
[0143] 20 inches, A356 alloy cast spin wheels. H13 steel mold, upper mold + lower mold + 4 side mold structure, directly exposed to the atmosphere. The pouring temperature is 700°C, the initial mold temperature is 350°C, and the cooling method is wind-mist mixing cooling.
[0144] The steps of preparing aluminum alloy wheels by adopting metal mold low-pressure casting molding with crystallization pressure-holding and boosting method include:
[0145] Step 1, liquid ascending stage;
[0146] Under the conditions of the lifting pressure of 19kPa and the lifting speed of 1.9kPa / s, the aluminum liquid rises steadily along the rising pipe to the gate of the mold and flows into the mold;
[0147] Step 2, the filling stage;
[0148] Under the condition that the filling pressure is 30kPa and the filling speed is 1.0kPa / s, the molten aluminum is filled into the cavity from the gate until the cavity is completely filled;
[0149] Step 3, crystallization pressurization stage;
[015...
PUM
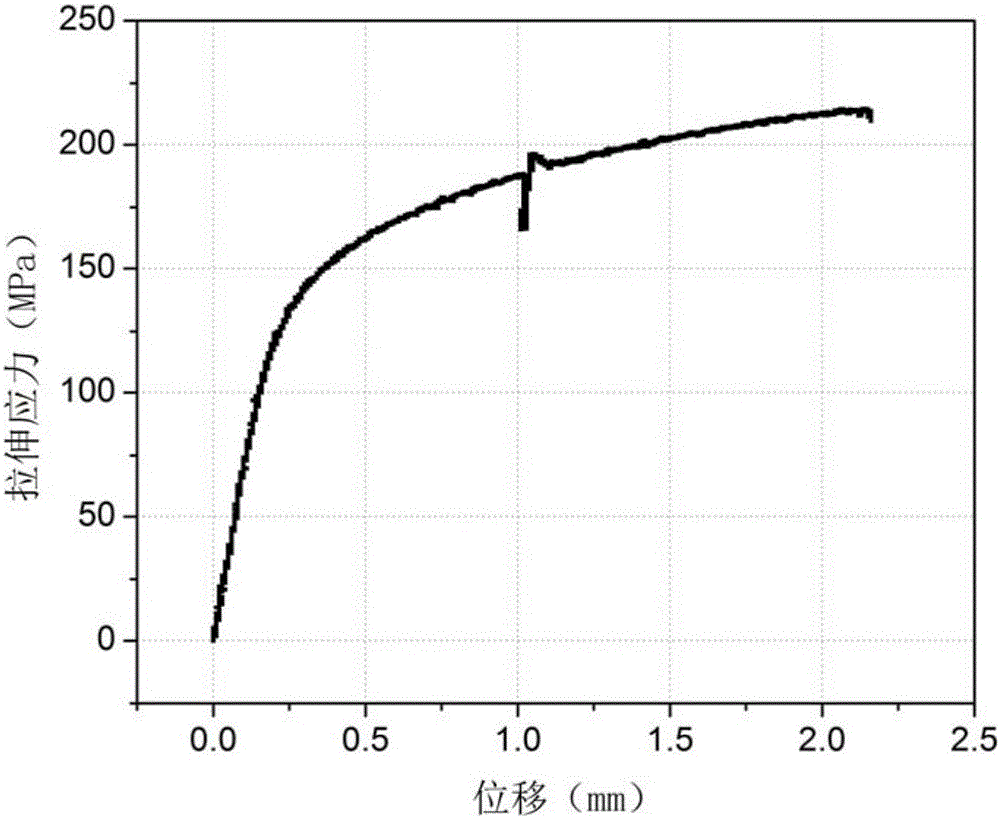
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More