

A kind of forging method of ld steel disc blade
A disc blade and forging blank technology, which is applied in the field of ferrous metal material production technology, can solve the problems of blank bending, forging bending section, reducing service life, etc., and achieves increased forging blank thickness, increased forging ratio, and improved non-uniformity. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
[0013] Example 1: Forging example of LD steel disc blade for shearing silicon steel
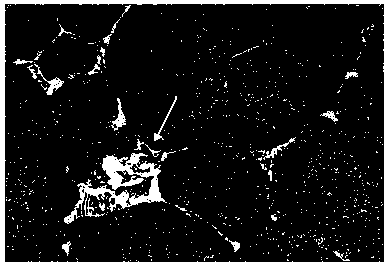
[0014] The finished geometric size of the disc blade is φ400mm*43mm. When forging a single-piece forging blank, the raw material size is φ300mm*116mm, and the forging blank is upset into a forging blank with a size of φ417mm*54mm. The forging ratio is slightly higher than 2, and the carbide grade is 3. grade, the disc blades made have a very low service life. At this time, the metallographic structure of the forging is as follows: figure 1 Shown: the carbides are about grade 5, the structure is coarse, and the carbides are distributed in a network and large blocks (500 X).
[0015] When adopting the forging method of the present invention to forge, the forging blanks of 5 disc blades are combined for forging. That is, when the size of the disc blade is φ400mm*43mm, the blanking size is φ300mm*595mm, the size after the first upsetting is φ417mm*300mm, and the size after the first stretching ...
example 2
[0016] Example 2: Forging example of LD steel disc blade for shearing stainless steel
[0017] The finished geometric size of the disc blade is φ320mm*15mm. When forging a single-piece forging blank, the raw material size is φ250mm*54mm, and it is upset into a forging blank with a size of φ330mm*30mm. The forging ratio is less than 2 and the grade of carbide is 5. The disc blades made have a very low service life. At this time, the metallographic structure of the forging is as follows: figure 1 Shown: the carbides are about grade 5, the structure is coarse, and the carbides are distributed in a network and large blocks (500 X).
[0018] When adopting the forging method of the present invention to forge, the forging blanks of 5 disc blades are combined for forging. That is, when the size of the disc blade is φ320mm*15mm, the blanking size is φ250mm*270mm, the size after the first upsetting is φ332mm*150mm, the size after the first elongation is φ248mm*270mm, and the second up...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More