

A Forming Method of Thin-Wall Twisted Tube with Large Cross-section Ratio and Triangular Section
A triangular and large cross-section technology is applied in the field of forming thin-walled twisted pipes with larger cross-section than triangular cross-section. It can solve the problems of insufficient fillet forming, large difference in cross-section expansion, and large cross-section change rate to achieve high forming efficiency. Improved forming yield and higher price
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The present invention will be further explained below in conjunction with specific embodiments and accompanying drawings.
[0037] The present invention comprises the following steps:
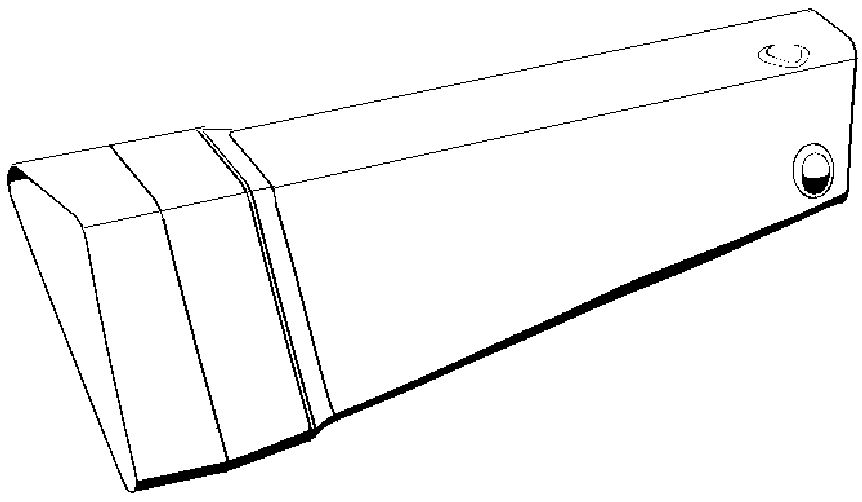
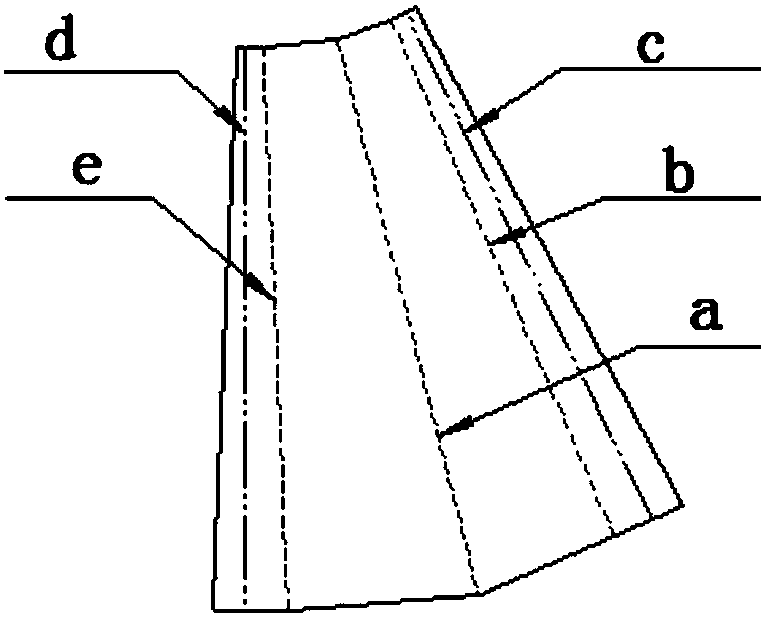
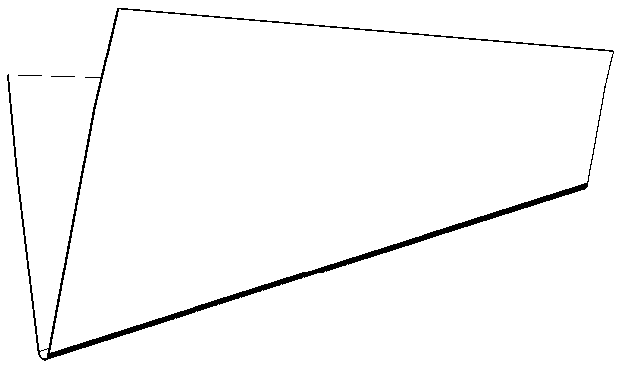
[0038] 1) After bending the sheet metal, cut the weld seam along the longitudinal line, and weld it longitudinally to obtain a triangular pyramid tube. The side is the middle bending line a of the sheet metal, and the trapezoid at both ends of the sheet material is respectively provided with a left bending line e and a right bending line b, and the bending line is respectively provided with a left weld cutting line d and a right welding seam cutting line c , the welding seam cutting line increases the cutting margin of the cutting weld outward respectively; the fillet radius of the cross section of the triangular pyramid tube is less than or equal to the fillet radius of the corresponding cross section of the finished part, and the weld seam of the triangular pyramid tube is divided in t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More