

Welding wire suitable for submerged-arc welding of low-grade pipeline steel of L360/X52 or below
A technology of submerged arc welding and pipeline steel, which is applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems of increased welding cost of steel pipes, high weld strength, high hardness, and deteriorated steel pipe performance, so as to improve weldability, The effect of reducing welding production cost and reducing welding wire cost input
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
[0023] Example 1: Using a vacuum induction furnace, it is necessary to use raw materials with low P, S, and C impurities, and strictly control the S, P content of molten iron. After deoxidation and alloying, the molten steel that meets the composition requirements is smelted and cast into continuous casting. billet, rolled by high-speed twist-free rolling mill Wire rod, The wire rod is made by shelling and derusting-electrolytic pickling-boration treatment-drawing-degreasing-electrolytic alkaline cleaning-electrolytic pickling-electroless copper plating and Finished welding wire. The mass percent content of the welding wire is: C 0.06, Mn 1.05, Si 0.23, P 0.007, S 0.008, Cr 0.26, Cu 0.15; Ti 0.025; the rest is Fe.
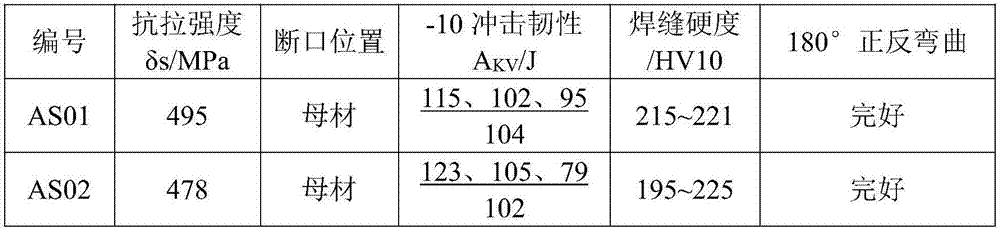
[0024] The welding wire of the present invention is matched with SJ301G flux to carry out deposited metal welding. According to the standard requirements of "GB / T12470-2003 Low-alloy Steel Welding Wire and Flux for Submerged Arc Welding", the test plate adop...
example 2
[0028] Example 2: The welding wire produced by the above process, the mass percentage of the welding wire is: C 0.06, Mn 1.05, Si0.23, P 0.007, S 0.008, Cr 0.26, Cu 0.15; Ti 0.025; the rest is Fe.
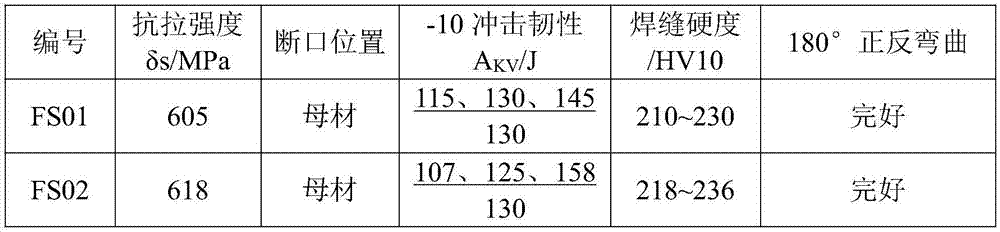
[0029] The welding wire of the present invention is matched with BG-SJ301G flux to weld Q235B pipeline steel with a thickness of 12.5mm. The composition of Q235B pipeline steel is C 0.15, Si 0.22, Mn 0.22, P 0.014, S 0.01, Cu 0.06, Ni 0.04, Cr0 .02, Al 0.01, B 0.0004, and the rest are iron. The process method is the joint form X type, the inner groove angle is 30°, the outer groove angle is 45°, and the size of the blunt edge is 5-6mm. Welding specifications are: internal welding current 550-780A, welding voltage 29.5-32V; external welding current 1100-1250A, welding voltage 31-33V, welding speed 1.62-1.98m / min, internal and external double wire submerged arc welding, after welding The weld shape is good, and the transition at the weld toe is good. The mechanical properties of the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More