Method for producing double metal composite pipe by utilizing pull method
A bimetallic composite pipe and base pipe technology, applied in the direction of metal extrusion dies, pipes, rigid pipes, etc., can solve the problems of production stoppage, shutdown, shortened service life, loss of production enterprises, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
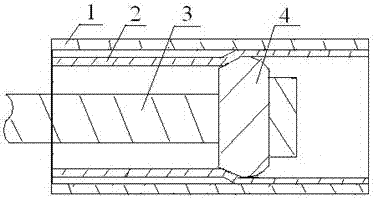
[0017] 1. Select a 6.1m-long 77mm×2.4mm seamless stainless steel pipe as the inner lining pipe, and then select a 6m-long 89.5mm×5mm carbon steel pipe as the outer base pipe. The half-cone angle of the cemented carbide tapered extrusion die is 10°, and the cemented carbide tapered extrusion die ( figure 2 ) with a maximum outer diameter of 75.30mm for the test.
[0018] 2. Cut the end of the lined stainless steel pipe into 12 evenly distributed shapes with a cutting depth of 70~90mm, and then turn it out and fix it on the outside of the outer pipe to realize the fixation between the inner liner and the outer base pipe . Then apply mechanical oil and 2000 mesh graphite powder evenly in the inner liner as lubricant.
[0019] 3. Put the pipe section to be processed prepared in process 2 on the workbench and fix it to ensure that the center of the lined pipe is level with the drawbar.
[0020] 4. Press figure 1 Traction is performed in the manner shown in to achieve compoundi...
Embodiment 2
[0024] A 6.1m-long 44mm×1.8mm seamless stainless steel pipe is selected as the inner lining pipe, and a 6m-long 51mm×3mm carbon steel pipe is selected as the outer base pipe. The semi-cone angle of the cemented carbide tapered extrusion die is 10°, and the maximum outer diameter of the cemented carbide tapered extrusion die is 41.9mm for testing. The remaining steps are carried out with reference to the procedure in Example 1. The test results show that the bonding strength of the prepared pipe is 0.55MPa.
Embodiment 3
[0026] A 6.1m long 130mm×3.0mm seamless stainless steel pipe is selected as the inner lining pipe, and a 6m long 149mm×8mm carbon steel pipe is selected as the outer base pipe. The semi-cone angle of the cemented carbide tapered extrusion die is 10°, and the maximum outer diameter of the cemented carbide tapered extrusion die is 127.40mm for testing. The remaining steps are carried out with reference to the procedure in Example 1. The test results show that the bonding strength of the prepared pipe is 0.54MPa.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com