

Continuous plastic processing forming die of magnesium alloy sectional material and forming method
A molding die and plastic processing technology, applied in the direction of metal extrusion dies, etc., can solve the problems of poor molding quality, difficult processing of magnesium alloy pipes, unfavorable secondary processing, etc., to improve production efficiency and improve secondary processing forming performance , The effect of reducing waste
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
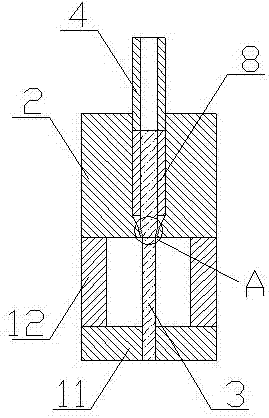
[0026] Example: see figure 1 , figure 2 , a mold for continuous plastic processing of magnesium alloy profiles, including a base, a die 2, an extrusion needle 3 and an extrusion rod 4.
[0027] The base includes a bottom plate 11 arranged horizontally and support plates 12 vertically arranged on opposite sides of the bottom plate 11 . Described die 2 is installed on two supporting plates 12, and the middle part has the molding hole that vertically runs through die 2, is respectively provided with several heating rod installation grooves on both sides of die 2; The heating rod is installed in the groove to heat the die 2 . The lower end of the extrusion needle 3 passes through the forming hole from top to bottom and is fixedly connected to the bottom plate 11, and the axis line of the extrusion needle 3 coincides with the axis line of the forming hole; the extrusion rod 4 is a tubular structure , the lower end of which is inserted into the extrusion needle 3 from the upper ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More