

Method for producing wear-resistant composite lining plate
A composite lining, mixing and stirring technology, applied in the directions of rotors, cylinders, heat exchange equipment, etc., can solve the problems of limited service life, high molding costs, high production maintenance and use costs, avoid direct impact, and strengthen bonding performance. , good formability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
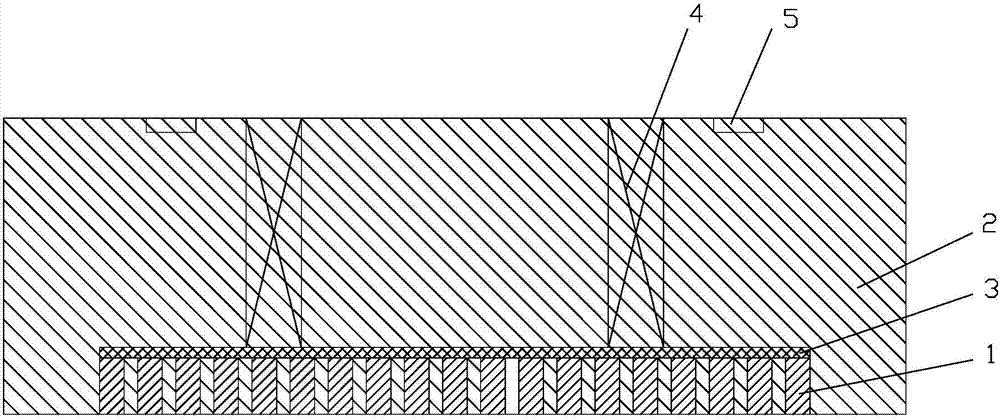
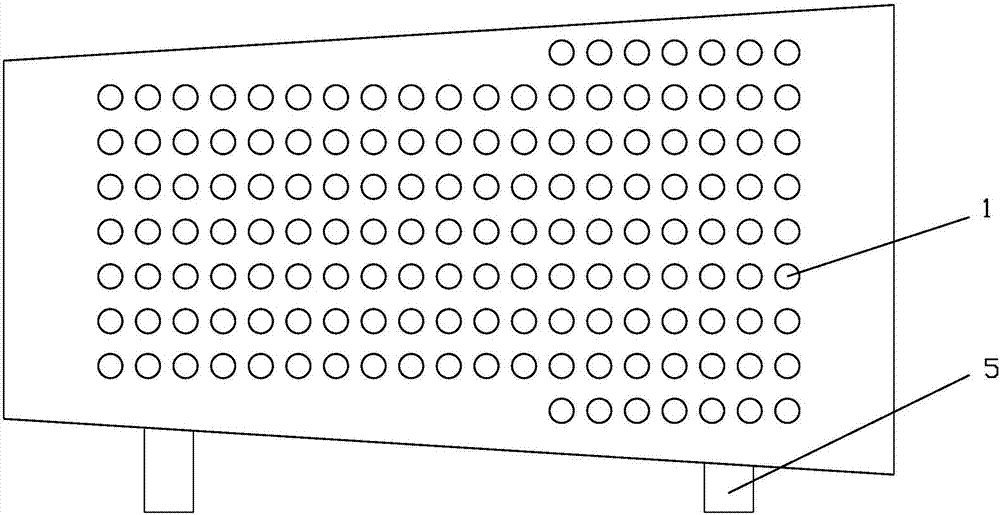
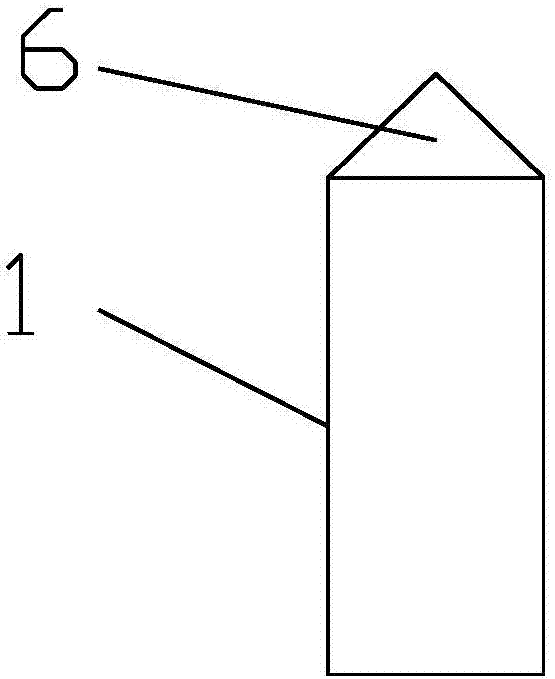
[0026] Fused zirconia corundum particles with a particle size of 2mm are selected, mixed with 4wt% water glass and stirred evenly, and prefabricated through a mold into a cylindrical ceramic block with a diameter of 15mm and a height of 48mm (one end has a conical core with a height of 8mm). 1. After the ceramic block is formed, it is dried in an environment of 250°C for 1 hour, and then sintered at 800°C for 15 minutes, then cooled in the furnace, and then demolded after complete cooling. Using resin sand molding, the prefabricated cylindrical ceramic blocks are evenly arranged at the bottom of the cavity, the distance between the ceramic blocks is 15mm, and the distance between the four walls of the cavity is 20mm, and the steel wire mesh 3 is placed on the top of the ceramic block. Two springs 4 are evenly distributed on the upper end of the lower box sand mold, and the upper end surface of the spring is flush with the upper end surface of the lower box sand mold. Two ingate...
Embodiment 2
[0030] Fused zirconia corundum particles with a particle size of 2.5mm are selected, mixed with 4.25wt% water glass and stirred evenly, and preformed into a cylindrical shape with a diameter of 15mm and a height of 48mm (one end has a conical core with a height of 8mm) through a mold Ceramic block 1, the ceramic block is dried at 275°C for 1.5 hours after molding, then sintered at 850°C for 15 minutes, then cooled in the furnace, and demoulded after complete cooling for use. Using resin sand molding, the prefabricated cylindrical ceramic blocks are evenly arranged at the bottom of the cavity, the distance between the ceramic blocks is 15mm, and the distance between the four walls of the cavity is 20mm, and the steel wire mesh 3 is placed on the top of the ceramic block. Two springs 4 are evenly distributed on the upper end of the lower box sand mold. The upper end surface of the spring is flush with the upper end surface of the lower box sand mold. Two ingates are opened on the...
Embodiment 3
[0033] Fused zirconia corundum particles with a particle size of 3mm are selected, mixed with 4.5wt% water glass and stirred evenly, and prefabricated through a mold into a cylindrical ceramic with a diameter of 15mm and a height of 48mm (one end has a conical core with a height of 8mm). Block 1, the ceramic block is dried at 300°C for 1 hour after molding, then sintered at 900°C for 15 minutes, then cooled in the furnace, and then demoulded after complete cooling. Using resin sand molding, the prefabricated cylindrical ceramic blocks are evenly arranged at the bottom of the cavity, the distance between the ceramic blocks is 15mm, and the distance between the four walls of the cavity is 20mm, and the steel wire mesh 3 is placed on the top of the ceramic block. Two springs 4 are evenly distributed on the upper end of the lower box sand mold, and the upper end surface of the spring is flush with the upper end surface of the lower box sand mold. Two ingates 5 are opened on the upp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More