

TB9 titanium alloy wire bar and rolling method thereof
A technology of titanium alloy wire and titanium alloy, applied in metal rolling and other directions, can solve the problems of easy fracture, poor core plasticity, large difference in application performance of TB9 wire and bar, and achieve improved service life, uniform performance, stress Consistent effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
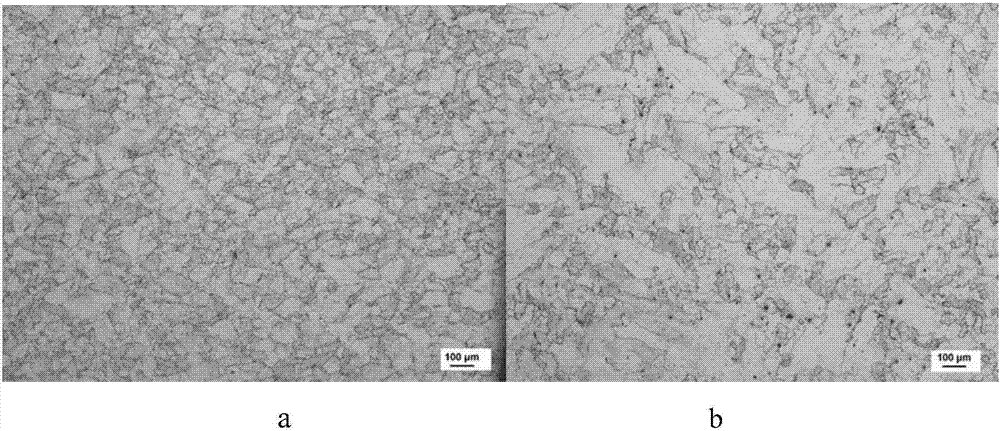
[0036] Step 1. Select a TB9 titanium alloy forging billet with a specification of Φ60mm and an uneven transverse structure, place it in a box-type resistance furnace and heat it at 30°C above the phase transition point, and the holding time in the furnace is 90 minutes;
[0037] Step 2, rolling the billet obtained by heating in step 1 on the rolling mill equipment, and rolling to Φ25mm (target specification) in 6 passes, with a deformation of 10% to 15% in each pass, and between rolling passes Stall for 10s.
[0038] Embodiment 1 adopts the Φ 25mm rolling after 6 passes of rolling, and the single-fire deformation amount is 80%. The TB9 titanium alloy wire bar obtained in Embodiment 1 has a fine and uniform structure, see figure 2 a and figure 2 b, The edge grain size of the obtained TB9 titanium alloy rod is 6 grades, the core grain size is 5.5-6 grades, and the grain size difference between the edge and core grain sizes of the structure is 0.5 grades.
Embodiment 2
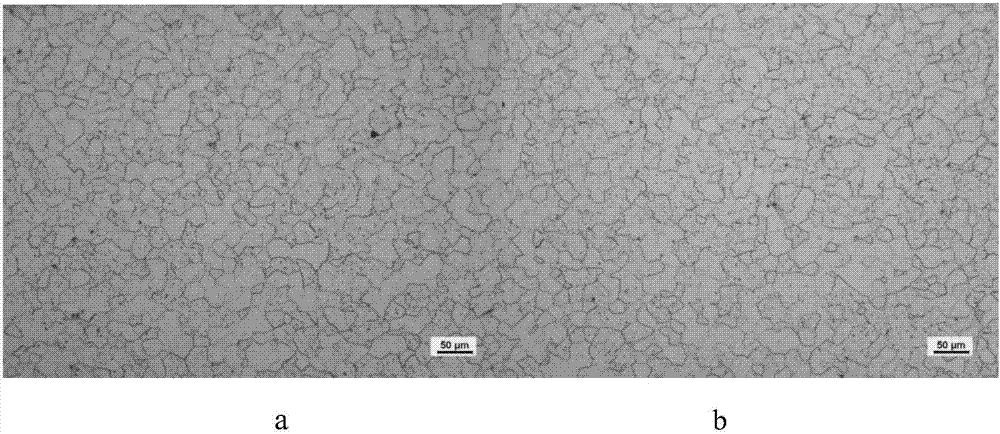
[0040] Step 1: Select a TB9 titanium alloy forging billet with a specification of Φ55 mm and an uneven transverse structure, place it in a box-type resistance furnace and heat it at 60°C above the phase transition point, and the holding time in the furnace is 70 minutes;
[0041] Step 2, rolling the billet obtained by heating in step 1 on the rolling mill equipment, and rolling to Φ20mm in 6 passes, with a deformation of 10% to 15% in each pass, and stagnation between rolling passes for 8s.
[0042] Embodiment 2 adopts the Φ 20mm rolling after 6 passes of rolling, and the single-fire deformation amount is 85%. The TB9 titanium alloy wire bar obtained in Embodiment 2 has a fine and uniform structure, see image 3 a and image 3 b, The edge grain size of the obtained TB9 titanium alloy rod is 6 grades, the core grain size is 5.5-6 grades, and the grain size difference between the edge and core grain sizes of the structure is 0.5 grades.
Embodiment 3
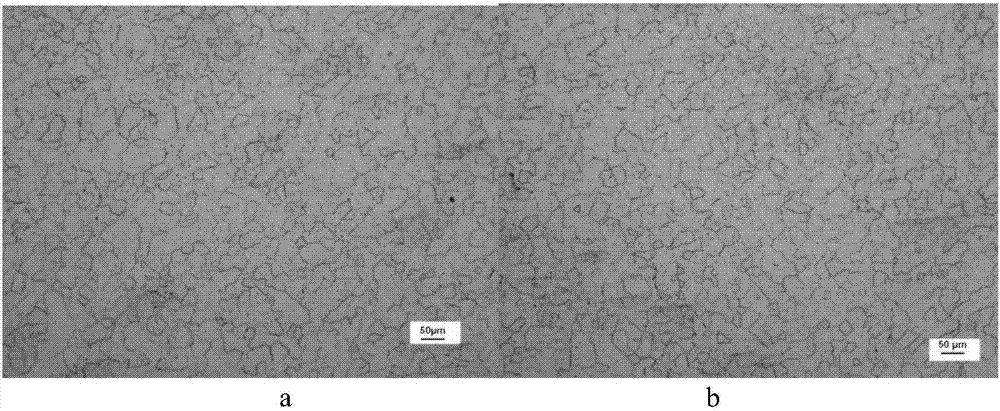
[0044] Step 1, select a TB9 titanium alloy forging billet with a specification of Φ45mm and uneven transverse structure, place it in a box-type resistance furnace and heat it at 80°C above the phase transition point, and the holding time in the furnace is 60 minutes;
[0045] Step 2, rolling the billet obtained by heating in step 1 on the rolling mill equipment, and rolling to Φ14mm in 10 passes, with a deformation of 10%-15% in each pass, and a stagnation of 6s between rolling passes.
[0046] Embodiment 3 adopts Φ14mm rolling after 10 passes of rolling, and the single-fire deformation amount is 88%. The TB9 titanium alloy wire bar obtained in Embodiment 3 has a fine and uniform structure, see Figure 4 a and Figure 4 b, The obtained TB9 titanium alloy bar has an edge grain size of 8 grades, a core grain size of 8 grades, and a grade difference of 0 grades between the edge and core grain sizes of the structure.
PUM
| Property | Measurement | Unit |
|---|---|---|
| phase transition temperature | aaaaa | aaaaa |
| phase transition temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More