

Laser additional material manufacturing defect online diagnosis method based on visual sensing
A technology of laser additive and diagnostic methods, applied in the directions of optical testing flaws/defects, additive manufacturing, additive processing, etc., can solve problems such as collapse, unsatisfactory forming structure performance, cracks, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
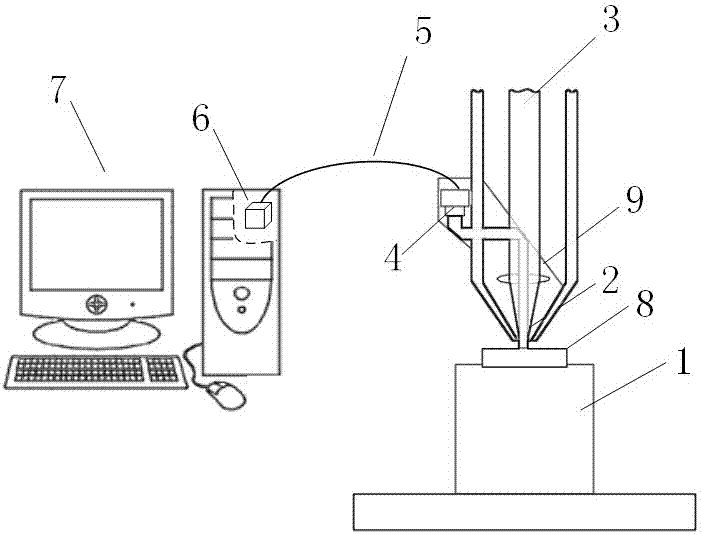
[0055] Such as Figure 5 As shown, this embodiment simulates the situation that the output power of the laser is changed to cause defects in additive manufacturing. The physical schematic diagram of the additive molding formed by metal laser additive manufacturing is as follows: Figure 5 As shown in (a), the molding layer is divided into a first area A, a second area B, and a third area C. Wherein the output power of the laser changes during the manufacturing process of the shaping layer in the second region B.
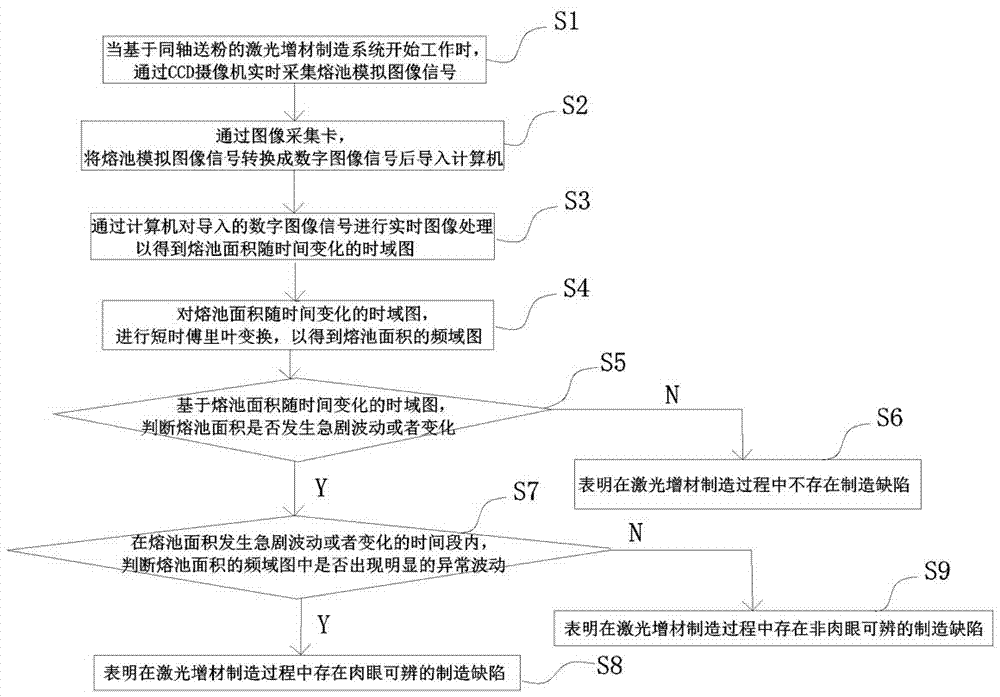
[0056] Through the above-mentioned online diagnosis method, the obtained time-domain diagram of the molten pool area changing with time is as follows: Figure 5 As shown in (b), the frequency domain map of the molten pool area is shown as Figure 5 As shown in (c), it can be seen that when the output power of the laser changes, the time domain curve of the molten pool area fluctuates or changes sharply from a relatively stable state, and there are obvious abnormal...
Embodiment 2
[0058] Such as Figure 6 As shown, this embodiment simulates the situation where the scanning speed of the additive processing head is changed to cause defects in additive manufacturing. The physical schematic diagram of the additive molding formed by metal laser additive manufacturing is as follows: Figure 6 As shown in (a), the molding layer is divided into the fourth area D, the fifth area E, and the sixth area F. The molding layers of the fourth area D and the sixth area F are added to the processing head during the manufacturing process. The scanning speed is 300 mm / min, and the scanning speed of the additive processing head is 0 mm / min during the manufacturing process of the forming layer of the fifth area E, and other parameters include that the output power of the laser is 1600 W, and the powder feeding rate is 13.4g / min, the protective gas flow rate is 10L / min.
[0059] Through the above-mentioned online diagnosis method, the obtained time-domain diagram of the mol...
Embodiment 3
[0061] Such as Figure 7 As shown, this embodiment simulates the situation that the flow rate of the shielding gas is changed to cause defects in additive manufacturing. The physical schematic diagram of the additive molding formed by metal laser additive manufacturing is as follows: Figure 7 As shown in (a), the molding layer is divided into the seventh area G, the eighth area H and the ninth area I, and the protective gas flow rate of the molding layer in the seventh area G and the ninth area I during the manufacturing process is 15 L / min, while the protective gas flow rate of the molding layer in the eighth region H during the manufacturing process is 0 L / min, other parameters include the output power of the laser is 1600 W, and the scanning speed of the additive processing head is 600 mm / min, the powder feeding rate is 13.4g / min.
[0062] Through the above-mentioned online diagnosis method, the obtained time-domain diagram of the molten pool area changing with time is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| sampling frequency | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More