Casting-rolling connection method for direct rolling of square and rectangular steel billets in conveying process
A conveying process, square and rectangular technology, applied in the direction of metal rolling, metal rolling, manufacturing tools, etc., can solve the problems of long distance between continuous casting machine and rolling mill, excessive temperature drop of steel billet, and inability to realize rapid blanking of steel billet, etc. Achieve the effect of improving production efficiency, reducing temperature drop, and ensuring fast and normal production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
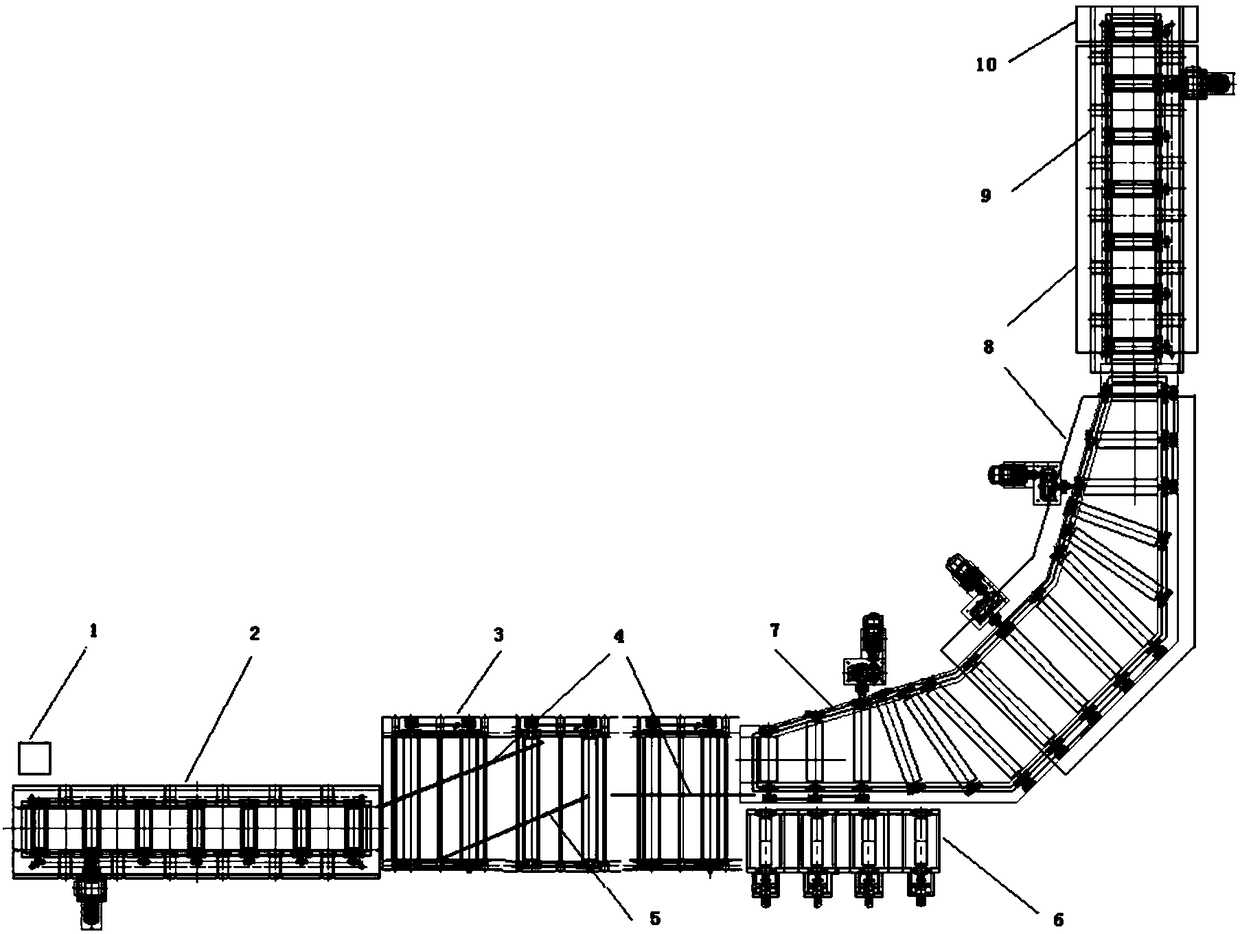
[0041] For the transformation of the direct rolling process production line of a certain factory, the layout of the casting and rolling joints of the production line is as follows image 3 As shown, among them, the radius of the arc-shaped turning roller table is 20m, the speed of the arc-shaped turning roller table is 2m / s, the horizontal inclination angle of the tapered roller of the arc-shaped turning roller table is 5°, and the horizontal lifting angle is 10°. The continuous casting slab turns at 90°; the conveying speed of the straight roller table is 0.5~2m / s, and the speed is adjustable; the power of the induction heating device at the end of the straight roller table before the rolling mill is 1500kW, the power frequency is 1000HZ, and the length is 3m; the turning roller table and the subsequent conveying roller table are buckled with heat preservation covers, and the inside of the heat preservation cover is a heat insulation board made of nanoporous materials.
[004...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More