

Abrasive wheel micro-point abrasive particle electric heating chemical sharpening device and online control method thereof
A control method and micro-tip technology, applied in the control of workpiece feed movement, manufacturing tools, grinding machine parts, etc., can solve the problem of inconvenient control of abrasive sharpening and leveling effect, prone to arc discharge, uncontrollable Pulse discharge trimming parameters and other issues, to avoid the detection and data processing process, and improve the efficiency of trimming
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0055] The present invention will be further described in detail below in conjunction with the embodiments and the accompanying drawings, but the embodiments of the present invention are not limited thereto.
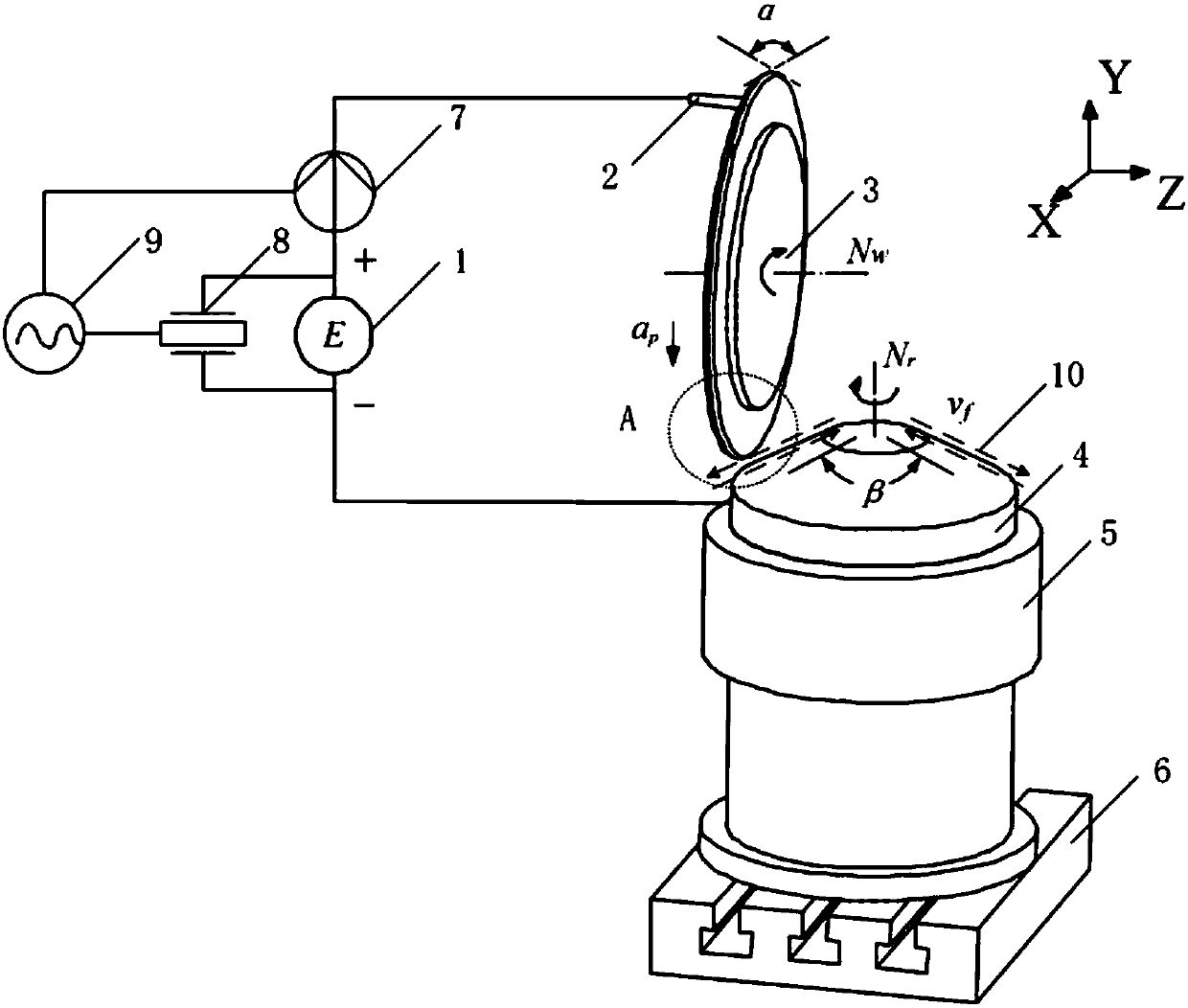
[0056] like figure 1 As shown, an electrothermochemical sharpening device for grinding wheel micro-tip abrasive grains, including power supply 1, graphite brush 2, micro-tip grinding wheel 3, grinding cone 4, rotating device 5, CNC grinding machine table 6, current sensor 7 , voltage sensor 8, oscilloscope 9, described rotating device 5 is fixed on the numerically controlled grinder workbench 6, and described grinding cone table 4 is fixed on the rotating device 5, and the center line micro-tip grinding wheel 3 of described rotating device 5 The center line of the center line is vertical, and the micro-tip grinding wheel 3, the graphite brush 2, the current sensor 7, the power supply 1, and the grinding cone 4 are connected in order to form a discharge circuit in a posit...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More