

Vacuum carburizing heat treatment process of 12CrNi3A materials
A vacuum carburizing and carburizing technology, applied in metal material coating process, coating, solid-state diffusion coating, etc., can solve the problems of low infiltration rate, long carburizing cycle, reduced production efficiency, etc., to improve the infiltration rate , the effect of improving fatigue performance and improving efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0027] The present invention is described in detail below in conjunction with the accompanying drawings:
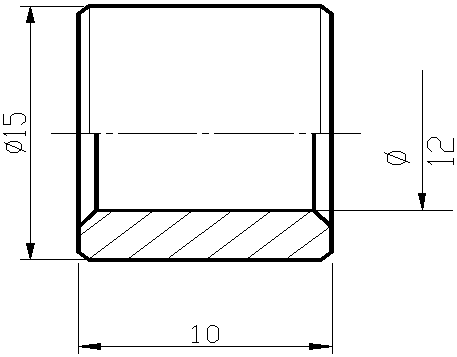
[0028] The process of vacuum carburizing heat treatment of 12CrNi3A material is carried out on the vacuum carburizing equipment, and the heat treatment process steps are (according to figure 2 Process steps for typical parts):
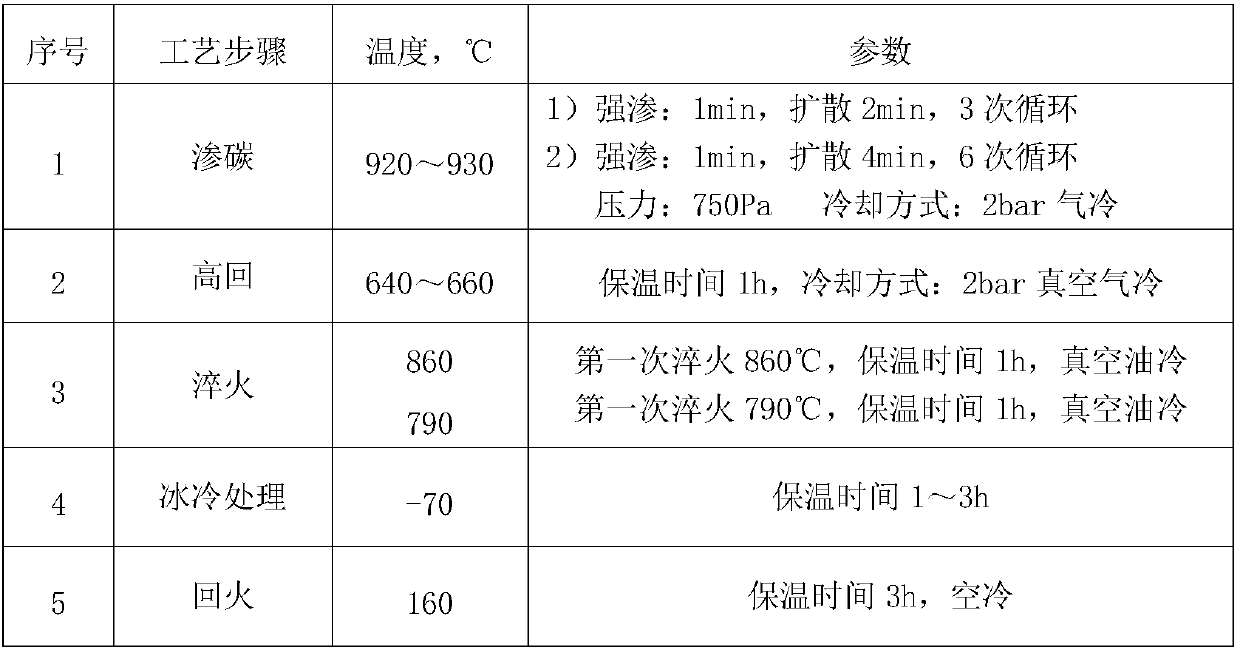
[0029] (1) Carburizing: The carburizing process generally consists of three stages: exhaust heating, carburizing (including strong infiltration and diffusion), and cooling and cooling.
[0030] ① After the parts are installed in the furnace, the gas in the furnace is discharged as soon as possible, and the temperature is raised to 920-930 °C.
[0031] ②After the temperature is stable, the carburizing stage begins, the furnace temperature remains unchanged, and the pressure in the furnace is controlled at 750-800Pa. First perform strong infiltration for about 1min, diffusion for about 2min, and circulate 3 times for a total of about 9min. Then ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More