A hot pickling production process for stainless steel
A production process, hot pickling technology, applied in the direction of manufacturing tools, metal processing equipment, workpiece surface treatment equipment, etc., can solve problems such as failure to meet customer requirements, rough steel strip surface, rough product surface, etc., to shorten production time , smooth surface, reducing the effect of production process steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0047] Specific embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings. It should be understood that the specific embodiments described here are only used to illustrate and explain the present invention, and are not intended to limit the present invention.
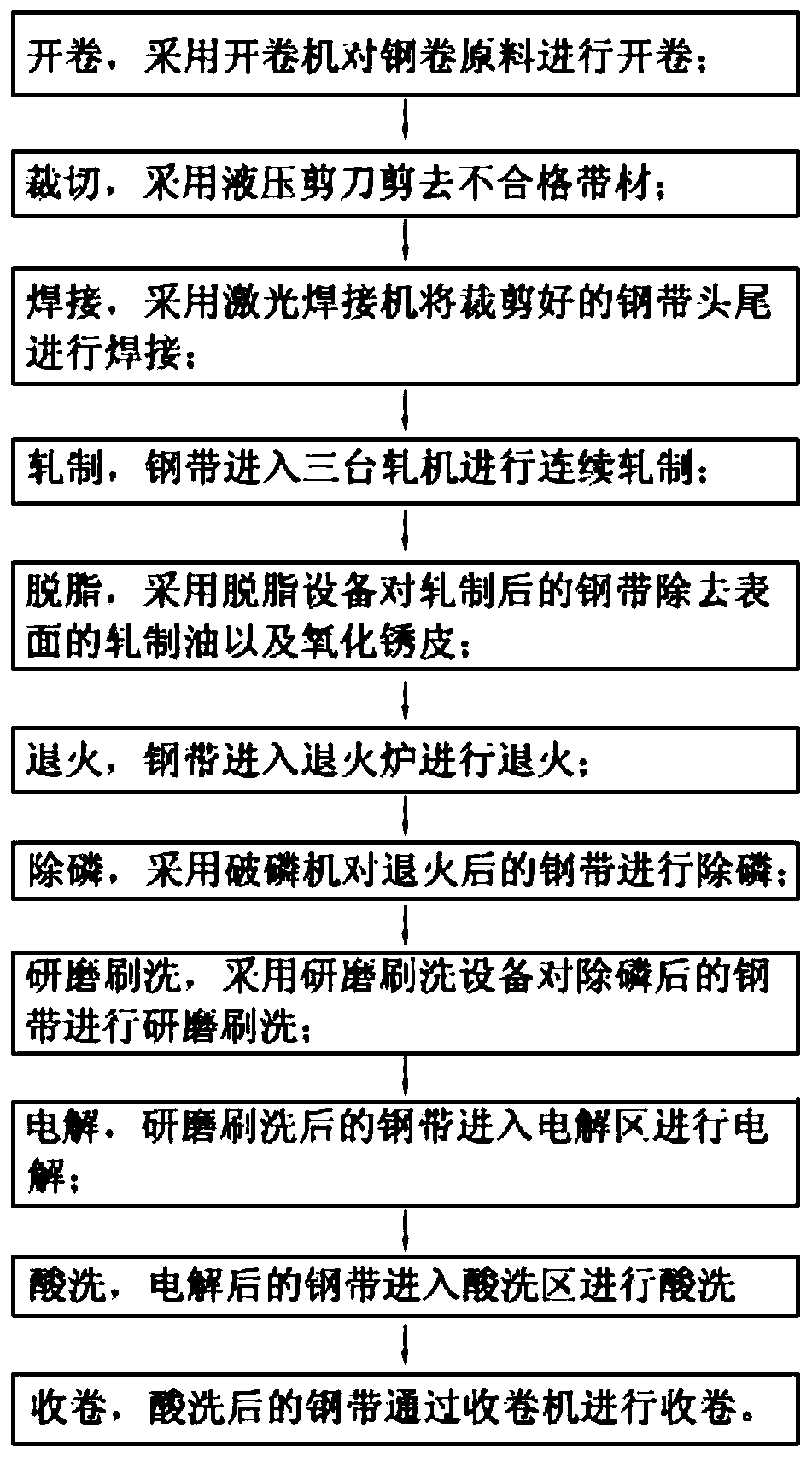
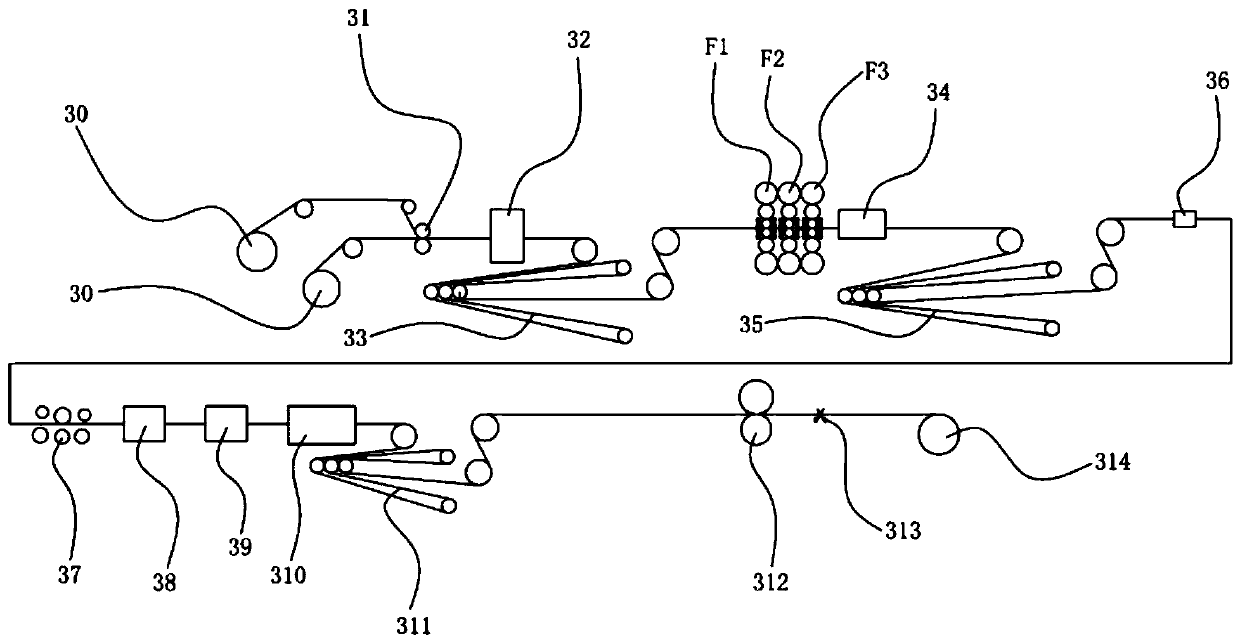
[0048] Please refer to figure 1 and figure 2 , the hot pickling production process of stainless steel of the present invention, comprises the following steps:
[0049] 1) Uncoiling, using an uncoiler 30 to uncoil the steel coil raw material.
[0050] Then carry out step 2) cutting, adopt hydraulic scissors 31 to cut off unqualified steel strip.
[0051] Then carry out step 3) welding, adopt the laser welding machine 32 to weld the steel strip head and tail that has been cut, and the steel strip that welds has entered the entrance looper 33.
[0052] Wherein, two uncoilers 30 are adopted in step 1), which is a double uncoiler mode. Meanwhile, the laser weldi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More