

Aluminum alloy laser-TIG composite additive manufacturing method
An additive manufacturing, aluminum alloy technology, applied in the field of aluminum alloy laser-TIG composite additive manufacturing, can solve the problems of reducing laser energy absorption, affecting the accuracy of thin-walled structures, unfused or slag inclusion, etc., and improving porosity defects. problems, improve the bonding performance between layers, and improve the effect of severe deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The specific implementation manner of the present invention will be further described below in conjunction with the accompanying drawings.
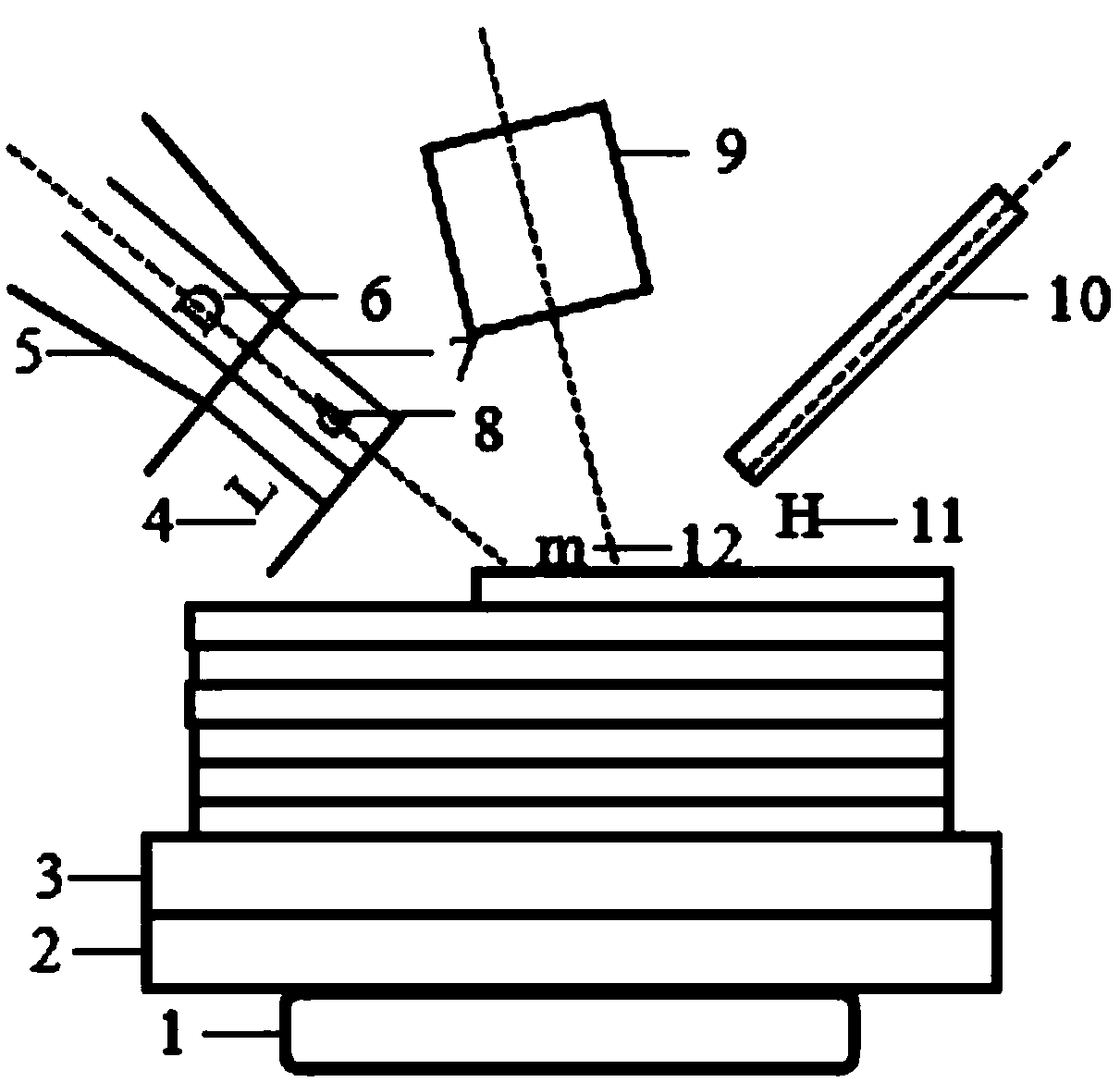
[0022] An aluminum alloy laser-TIG composite additive manufacturing method, using fixtures to fix the preheating device 2 above the steering table 1, and fixing the substrate 3 above the preheating device 2, the angle between the wire feed nozzle 5 and the horizontal direction is 25° , the angle between the laser head 9 and the vertical direction is 10°, the angle between the welding torch 10 and the vertical direction is 50°, and the manufacturing method includes the following steps:
[0023] S1: The front wire feeding method is adopted. The wire material 7 chooses aluminum alloy 4043 with a diameter d8 of 1.2mm, and the base plate 3 chooses a 20mm thick aluminum alloy 6061; The wire spacing m is 10mm, the tungsten electrode height H11 is 1.5mm; the substrate 3 is preheated, and the preheating temperature is 300°C;
[0024] S2: D...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More