

Pressurizing device and method of unpressurized oil cylinder
A booster device and booster oil cylinder technology, which is applied in fluid pressure actuators, accumulator devices, and fluid pressure actuation system tests, can solve the problem that the booster pressure build-up time is greatly affected and the pressure build-up time is insufficient To meet the problems of satisfaction and delayed pressure build-up time, etc., to achieve the effect of novel design, fast pressure build-up, and improved yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
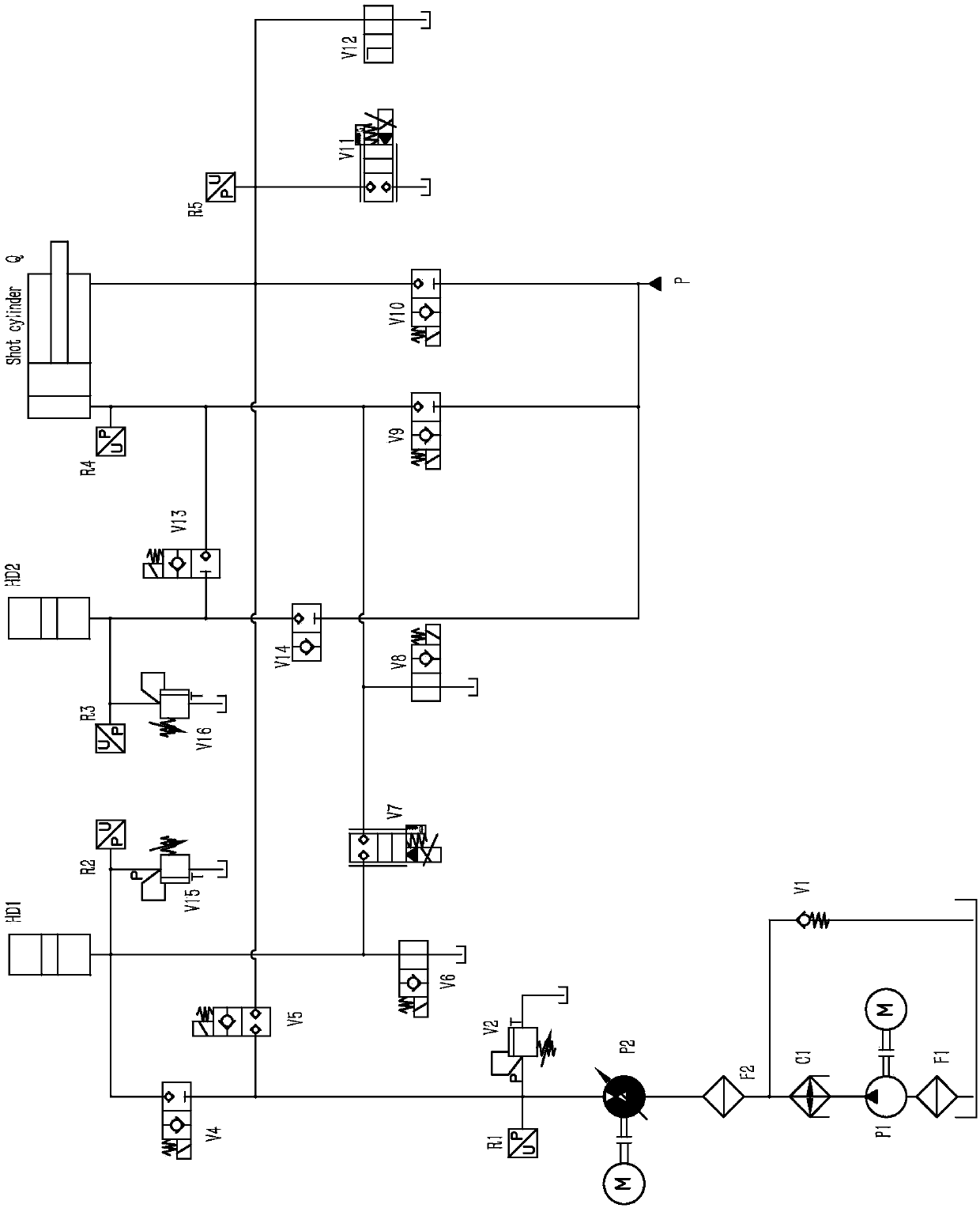
[0030] Such as figure 1 As shown, a booster device without a booster cylinder, including injection cylinder (Q), hammer front valve (V9), hammer rear valve (V10), low-pressure pump set (P1), high-pressure variable pump set (P2), HD1 energy storage valve (V4), high-pressure accumulator (HD1) and fast accumulator (HD2); the front end of the injection cylinder (Q) is provided with a hammer front valve (V9), and the hammer front valve (V9 ) is connected with a fast accumulator (HD2), the rear end of the injection cylinder (Q) is provided with a hammer rear valve (V10), and the hammer rear valve (V10) is connected with a P-end oil supply port, and the P The end oil supply port is connected to the fast accumulator (HD2); the low-pressure pump group (P1) is connected to the high-pressure variable pump group (P2), and the high-pressure variable pump group (P2) is connected to the HD1 energy storage valve (V4 ), the HD1 accumulator valve (V4) is connected with a high pressure accumula...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More