

Melt-blow nozzle and fiber preparation device
A nozzle and meltblown technology, applied in melt spinning, textile and papermaking, spinneret assemblies, etc. Problems such as increased processing difficulty, to achieve the effect of reducing processing difficulty, reducing diameter, and improving stretching effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
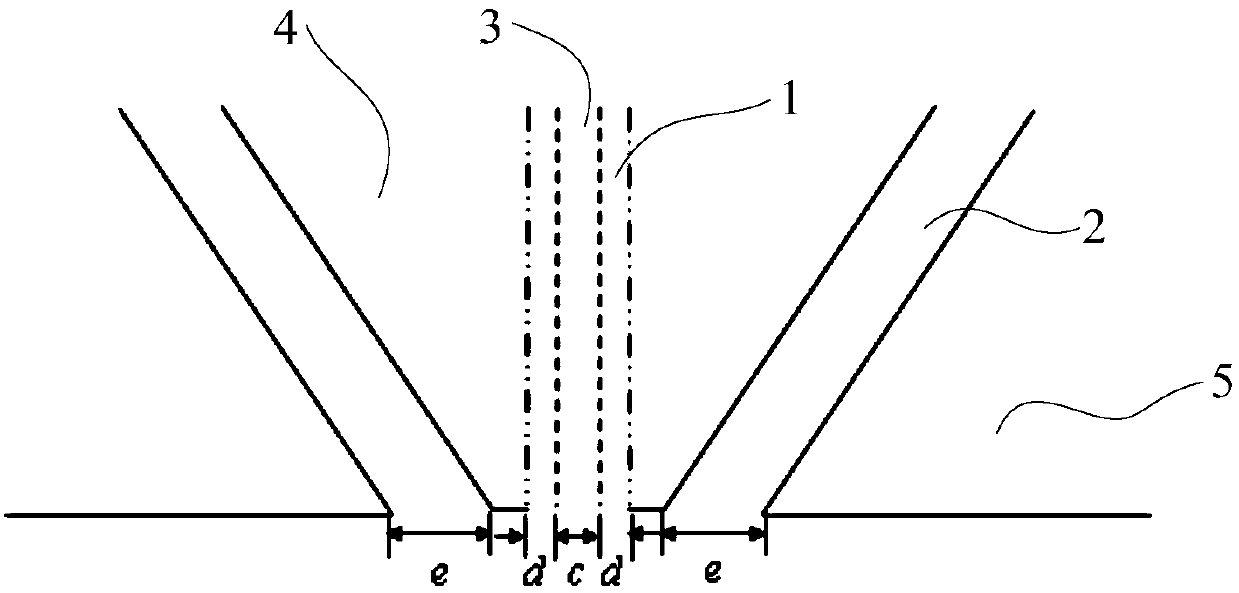
[0050] The polymer melt is extruded from the annular spinneret holes to form filaments, the high-speed first airflow is ejected from the first airflow passage, and at the same time, the high-speed second airflow is ejected from the second airflow passage. Wherein, the included angle of two second airflow channels is 60 °, the outlet width e of the second airflow channel is 0.6mm, the diameter c of the first airflow channel is 0.1mm, and the difference d of the inner and outer radii of the annular spinneret holes is 0.35mm. Provide raw material polypropylene, the melt flow rate of polypropylene is 1000g / 10min, the flow rate of polypropylene is 0.022g / s, the initial temperature of polypropylene is 290°C, the pressure of the first airflow is 350kPa, and the pressure of the second airflow is 150kPa , The gas pressure of the existing melt-blown double-slot nozzle is 500kPa, and the initial gas temperature is 310°C.
[0051] The average diameter of the melt-blown fibers prepared un...
Embodiment 2
[0053] The polymer melt is extruded from the annular spinneret holes to form filaments, the high-speed first airflow is ejected from the first airflow passage, and at the same time, the high-speed second airflow is ejected from the second airflow passage. Wherein, the included angle of two second airflow channels is 60 °, the outlet width e of the second airflow channel is 0.6mm, the diameter c of the first airflow channel is 0.8mm, and the difference d of the inner and outer radii of the annular spinneret holes is 0.53mm. Provide raw material polypropylene, the melt flow rate of polypropylene is 75g / 10min, the flow rate of polypropylene is 0.006g / s, the initial temperature of polypropylene is 310°C, the pressure of the first airflow is 260kPa, and the pressure of the second airflow is 190kPa , The gas pressure of the existing melt-blown double-slot nozzle is 450kPa, and the initial gas temperature is 380°C.
[0054] The average diameter of the melt-blown fibers prepared unde...
Embodiment 3
[0056] The polymer melt is extruded from the annular spinneret holes to form filaments, the high-speed first airflow is ejected from the first airflow passage, and at the same time, the high-speed second airflow is ejected from the second airflow passage. Wherein, the included angle of two second airflow passages is 60 °, the outlet width e of the second airflow passage is 0.6mm, the diameter c of the first airflow passage is 0.2mm, and the difference d of the inner and outer radii of the annular spinneret holes is 0.36mm. Provide raw material polypropylene, the melt flow rate of polypropylene is 800g / 10min, the flow rate of polypropylene is 0.031g / s, the initial temperature of polypropylene is 280°C, the pressure of the first airflow is 350kPa, and the pressure of the second airflow is 200kPa , The gas pressure of the existing melt-blown double-slot nozzle is 550kPa, and the initial gas temperature is 300°C.
[0057] The average diameter of the melt-blown fibers prepared und...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More