

A production method and system for magnesium alloy continuous extrusion temperature control continuous rolling
A production method and technology of magnesium alloys, applied in the direction of metal rolling, metal rolling, rolls, etc., can solve the problems of undisclosed metal coils, uneven thickness of plates, uneven plates, etc., and improve continuous production efficiency and temperature accuracy. Controllable effect with less manual intervention
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0044] The following will further explain and illustrate the magnesium alloy continuous extrusion and temperature-controlled continuous rolling production method described in the present invention in conjunction with the accompanying drawings and specific examples. However, the explanation and illustration do not constitute improper limitations on the technical solution of the present invention.
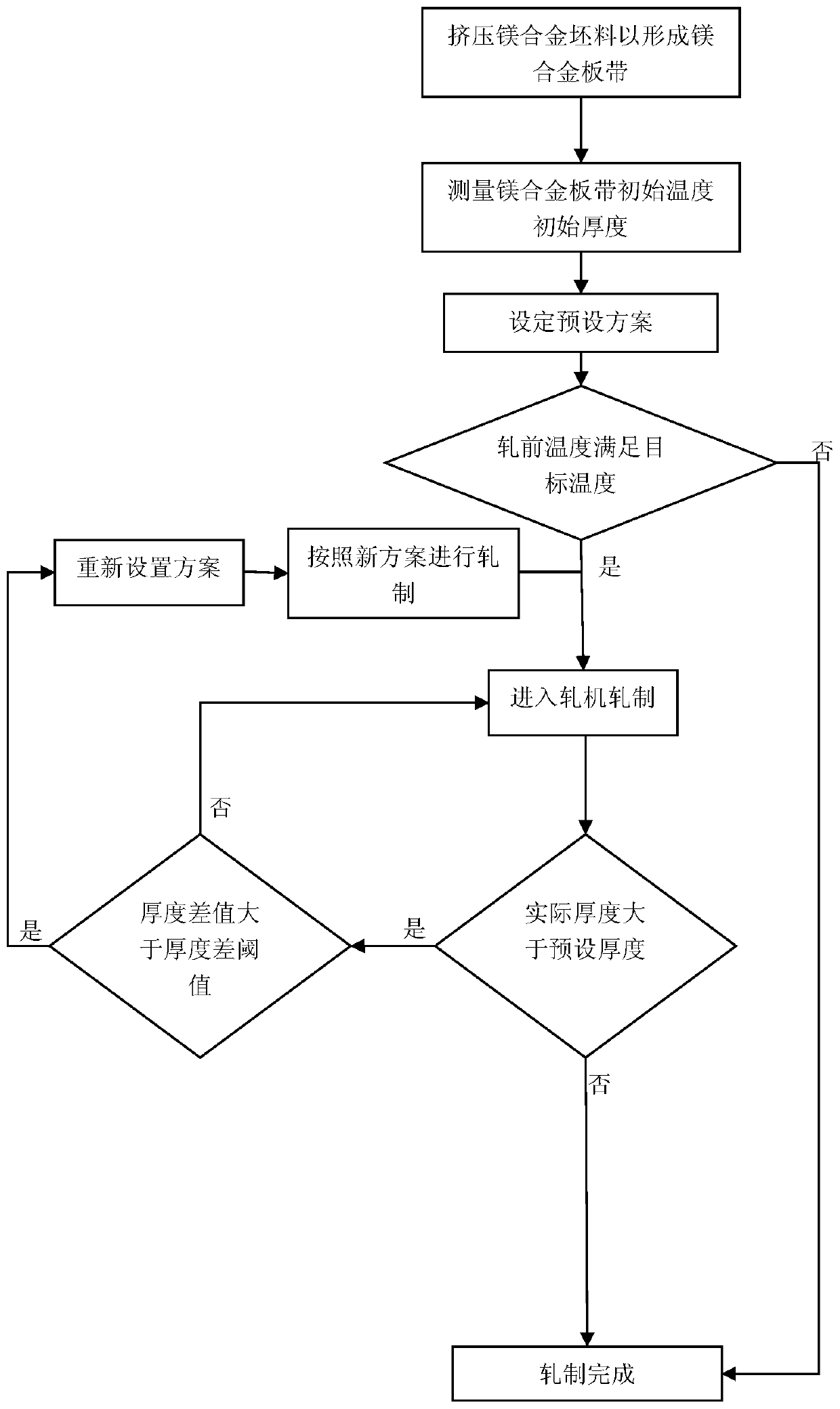
[0045] figure 1 It is a process flow chart of the magnesium alloy continuous extrusion temperature control continuous rolling production method in one implementation mode.
[0046] like figure 1 As shown, the magnesium alloy billet is extruded into a magnesium alloy strip, and then the magnesium alloy strip enters the rolling table and starts to measure the initial temperature and initial thickness of the magnesium alloy strip. Preset program output. The preset scheme includes a preheating scheme and a rolling scheme of each rolling pass, wherein the rolling scheme includes a rolli...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More