

Thermal treatment process capable of improving amplitude of cutter bar of ultrasonic cutter
An ultrasonic knife and knife shank technology is applied in the field of heat treatment technology to achieve the effects of improving alloy strength, reducing two-way tensile stress and easy operation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
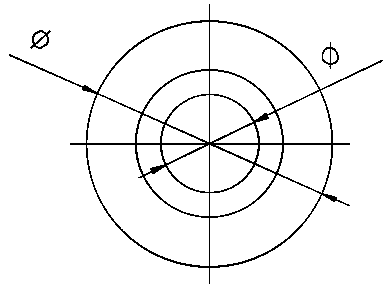
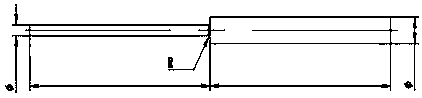
[0044] Such as figure 1 and figure 2 As shown, the tool bar is made of Ti-6Al-4V alloy material, and the shape of the tool bar is a stepped horn. The center of the tool bar in the length direction is the luffing node. Diameter shank, the diameter ratio of the small diameter shank to the large diameter shank is 5:2, and the node is designed with R=0.5.
[0045] Its heat treatment methods include:
[0046] (1) Raw material preparation: Ti-6Al-4V hot-rolled annealed bar with a diameter of 8.05mm and a length of 100mm, in which the contents of Ti, Al, and V elements are 89.62%, 6.05%, and 4.13%, respectively, and the impurity content is 0.4 wt.%; the tensile strength is 1005 (Mpa), the elongation is 14.5%, and the reduction of area is 34%;
[0047] (2) Solution treatment: heat the sample to 930°C at a heating rate of 95°C / min, keep it warm for 60s, and then place the sample in air to cool rapidly to room temperature;
[0048] (3) Aging treatment: Heat the above-mentioned soli...
Embodiment 2
[0052] Such as figure 1 and figure 2 As shown, the tool bar is made of Ti-6Al-4V alloy material, and the shape of the tool bar is a stepped horn. The center of the tool bar in the length direction is the luffing node. Diameter shank, the diameter ratio of the small diameter shank to the large diameter shank is 5:2, and the node is designed with R=0.5.
[0053] Its heat treatment methods include:
[0054] (1) Raw material preparation: Ti-6Al-4V hot-rolled annealed bar, with a diameter of 8.05mm and a length of 100mm, in which the contents of Ti, Al, and V elements are 89.62%, 6.05%, and 4.13%, respectively, and the impurity content is 0.4wt.%; the tensile strength is 1005 (Mpa), the elongation is 14.5%, and the reduction of area is 34%;
[0055] (2) Solution treatment: heat the sample to 940°C at a heating rate of 105°C / min, keep it warm for 60s, and then place the sample in air and cool it rapidly to room temperature;
[0056] (3) Aging treatment: Heat the above-mentioned...
Embodiment 3
[0060] Such as figure 1 and figure 2 As shown, the tool bar is made of Ti-6Al-4V alloy material, and the shape of the tool bar is a stepped horn. The center of the tool bar in the length direction is the luffing node. Diameter shank, the diameter ratio of the small diameter shank to the large diameter shank is 5:2, and the node is designed with R=0.5.
[0061] Its heat treatment methods include:
[0062] (1) Raw material preparation: Ti-6Al-4V hot-rolled annealed bar, with a diameter of 8.05mm and a length of 100mm, in which the contents of Ti, Al, and V elements are 89.62%, 6.05%, and 4.13%, respectively, and the impurity content is 0.4wt.%; the tensile strength is 1005 (Mpa), the elongation is 14.5%, and the reduction of area is 34%;
[0063] (2) Solution treatment: heat the sample to 950°C at a heating rate of 112°C / min, keep it warm for 60s, and then place the sample in air and cool it rapidly to room temperature;
[0064] (3) Aging treatment: Heat the solid-solution ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More