

Ultra-thick alloy steel sheet with excellent low-temperature toughness and preparation method thereof
A low-temperature toughness and alloy steel plate technology, applied in the field of metal material processing, can solve the problems of low yield of steel ingot rolling, difficulty in ensuring high-temperature performance, and high production costs, and achieve good low-temperature toughness, excellent internal quality, and good shrinkage in the thickness direction rate effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
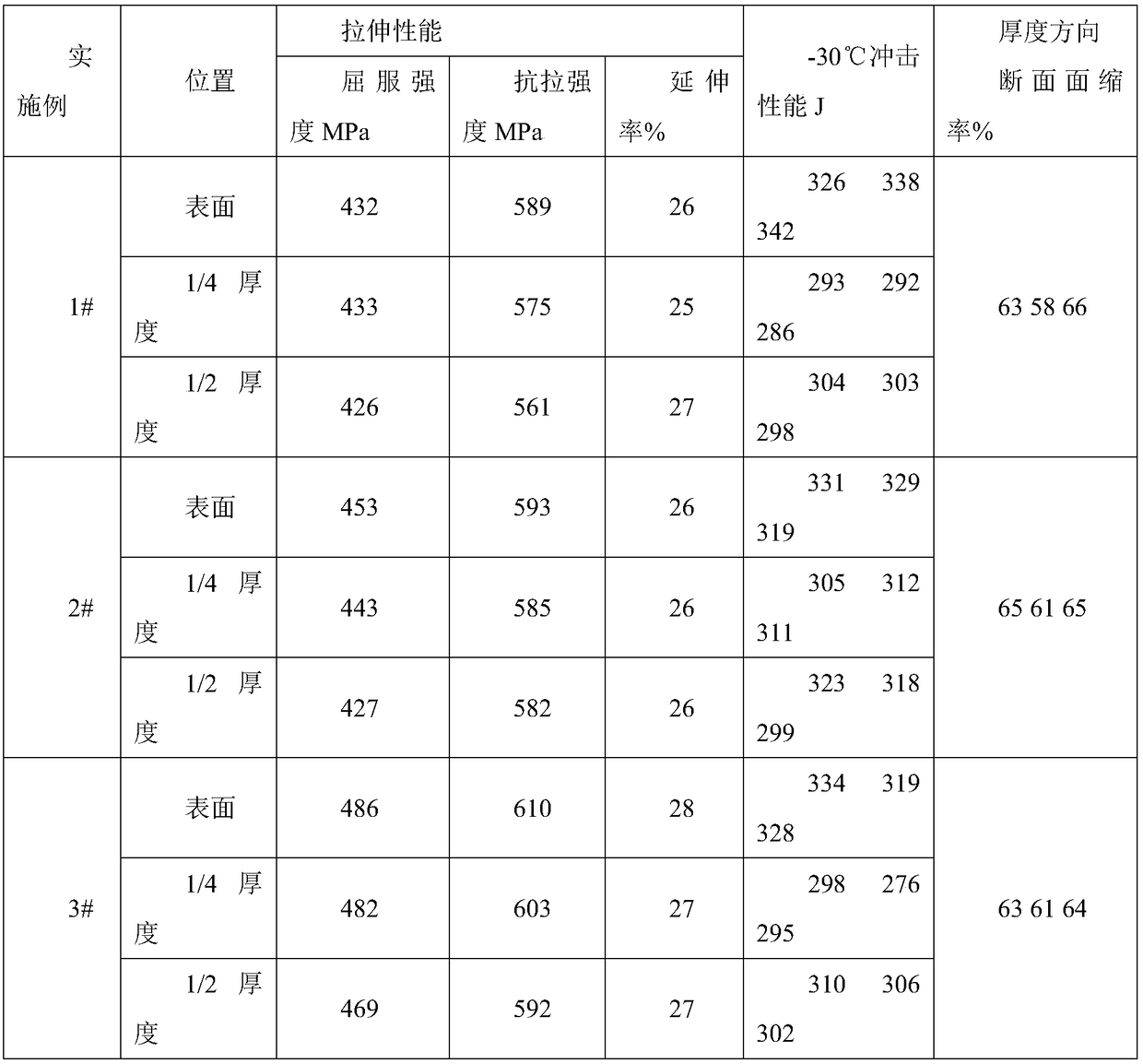
Embodiment 1
[0043] The thickness of the steel plate in this embodiment is 210mm, and its chemical composition is C: 0.15%, Mn: 0.55%, Si: 0.05%, P: 0.004%, S: 0.002%, Cr: 2.13%, Mo: 1.05% by weight , Ni: 0.16%, Al 总: 0.028% The balance is Fe and inevitable impurity elements.
[0044] The steel plate preparation method includes smelting, continuous casting billet annealing, billet preparation, rolling and heat treatment, and is characterized in that:
[0045] 1) Smelting and continuous casting
[0046] After converter smelting, slag removal, LF refining, and RH vacuum cycle degassing are carried out. The continuous casting process adopts dynamic light reduction, and the reduction amount is 11mm. Reduce the harmful elements of P, S, H, O, N in the steel, improve the purity, reduce the center segregation, center looseness, cracks and other defects of the continuous casting billet, and ensure the internal quality of the casting billet.
[0047] 2) Continuous casting billet annealing
[00...
Embodiment 2
[0057] The thickness of the steel plate in this embodiment is 210mm, and its chemical composition is C: 0.16%, Mn: 0.54%, Si: 0.03%, P: 0.005%, S: 0.001%, Cr: 2.25%, Mo: 1.03% by weight , Ni: 0.18%, Al 总 : 0.025% and the balance is Fe and inevitable impurity elements.
[0058] The steel plate preparation method includes smelting, continuous casting billet annealing, billet preparation, rolling and heat treatment, and is characterized in that:
[0059] 1) Smelting and continuous casting
[0060] After converter smelting, slag removal, LF refining, and RH vacuum cycle degassing are carried out. The continuous casting process adopts dynamic light reduction, and the reduction amount is 11mm. Reduce the harmful elements of P, S, H, O, N in the steel, improve the purity, reduce the center segregation, center looseness, cracks and other defects of the continuous casting billet, and ensure the internal quality of the casting billet.
[0061] 2) Continuous casting billet annealing ...
Embodiment 3
[0071] The thickness of the steel plate in this embodiment is 210mm, and its chemical composition is C: 0.17%, Mn: 0.52%, Si: 0.05%, P: 0.004%, S: 0.002%, Cr: 2.40%, Mo: 1.02% by weight , Ni: 0.18%, Al 总 : 0.026% The balance is Fe and inevitable impurity elements.
[0072] The steel plate preparation method includes smelting, continuous casting billet annealing, billet preparation, rolling and heat treatment, and is characterized in that:
[0073] 1) Smelting and continuous casting
[0074] After converter smelting, slag removal, LF refining, and RH vacuum cycle degassing are carried out. The continuous casting process adopts dynamic light reduction, and the reduction amount is 11mm. Reduce the harmful elements of P, S, H, O, N in the steel, improve the purity, reduce the center segregation, center looseness, cracks and other defects of the continuous casting billet, and ensure the internal quality of the casting billet.
[0075] 2) Continuous casting billet annealing
[0...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More