

Electric heating antibacterial coating and preparation method thereof
A technology of antibacterial coating and electric heating layer, which is applied in the field of electric heating antibacterial coating and its preparation, can solve the problems of low antibacterial activity, short service life, poor safety, etc., and achieve the effect of increasing the application range and efficient antibacterial effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
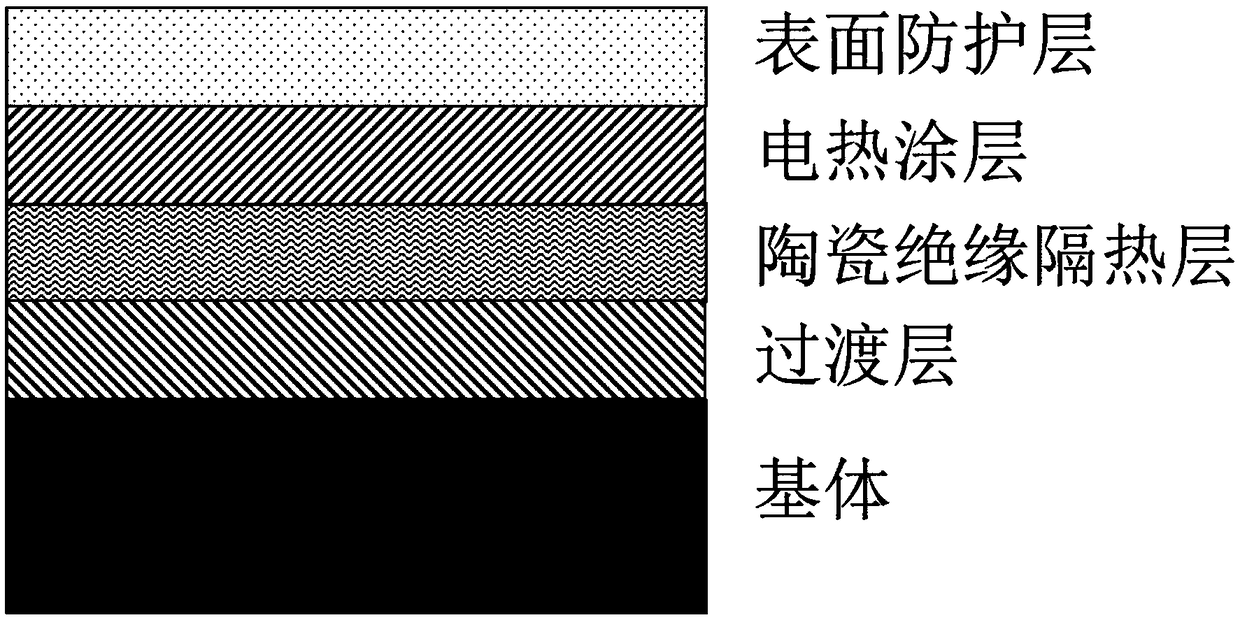
[0084] (1) Taking carbon steel as the substrate, after cleaning and drying with acetone, alcohol, and deionized water in sequence, the surface of the substrate is sandblasted and roughened to obtain a substrate with a rough surface. The process parameters adopted are air pressure 0.8MPa, sandblasting time 20 seconds, and the number of sand shot used for sandblasting is 36 mesh.
[0085] (2) Spraying a NiCrTi transitional coating with a thickness of 150 μm on the surface of the substrate obtained in step (1) by using an arc spraying technique. The NiCrTi wire diameter is 2mm. The spraying process parameters are: spraying voltage 36V, spraying current 200A, spraying distance 200mm, arc gun speed 600mm / s.
[0086] (3) Spraying a zirconia ceramic coating on the surface of the transition layer obtained in step (2) by using plasma spraying technology to obtain an insulating and heat-insulating layer with a thickness of 200 μm. The particle size of the zirconia ceramic powder is 20...
Embodiment 2
[0098](1) Using glass as a substrate, after cleaning and drying with alcohol and deionized water in sequence, the surface of the substrate is sandblasted and roughened to obtain a substrate with a rough surface. The process parameters adopted are air pressure 0.8MPa, sandblasting time 10 seconds, and the number of sand shot used for sandblasting is 100 mesh.
[0099] (2) Spraying a NiAl transitional coating on the surface of the substrate obtained in step (1) by using arc spraying technology, and the thickness of the coating is 200 μm. The NiAl wire diameter is 2 mm. The spraying process parameters are: spraying voltage 36V, spraying current 200A, spraying distance 200mm, arc gun speed 600mm / s.
[0100] (3) Spraying a zirconia ceramic coating on the surface of the transition layer obtained in step (2) by using plasma spraying technology to obtain an insulating and heat-insulating layer with a coating thickness of 150 μm. The particle size of the zirconia ceramic powder is 20...
Embodiment 3
[0105] (1) With stainless steel as the substrate, after cleaning and drying with acetone, alcohol, and deionized water in sequence, the surface of the substrate is roughened by sandblasting to obtain a substrate with a rough surface. The process parameters adopted are air pressure 0.8MPa, sandblasting time 20 seconds, and the number of sand shot used for sandblasting is 36 mesh.
[0106] (2) CoNiCrAlY transition coating is sprayed on the surface of the substrate obtained in step (1) by using plasma spraying technology, and the thickness of the coating is 150 μm. The particle size of the CoNiCrAlY powder is 15-45 μm. The spraying process parameters are: arc voltage 60V, arc current 500A, main air flow 50L / min, auxiliary air flow 10L / min, powder feeding speed 50g / min, spraying distance 120mm.
[0107] (3) Spraying a zirconia ceramic coating on the surface of the transition layer obtained in step (2) by using plasma spraying technology to obtain an insulating and heat-insulating...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thermal resistance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More