Integral forming processing technology for pressing and laminating veneers through film spraying and calendering process
A calendering process and molding processing technology, applied in the field of integrated molding processing technology, can solve the problems of cumbersome processing procedures and long processing cycles, and achieve the effects of good heat insulation and fire protection, short processing cycles and single processing steps.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
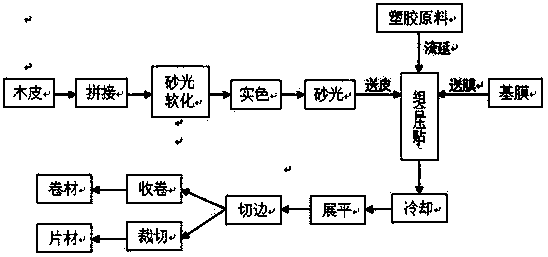
[0027] A processing technique for integral molding of laminated veneer by laminating and calendering techniques, comprising the following steps:
[0028] a. Skinning: first use highly transparent polyurethane elastic UV resin to fill the veneer blank and dry it with a UV light source. The thickness of the veneer blank is 0.05mm, the wavelength of the UV light source is 480nm, and the drying time is 30min. Then the veneer is mirror-polished, and the veneer thickness error Controlled at 0.01-0.05mm, use a fully automatic seamless splicing machine to seamlessly splice multiple pieces of veneer, seamlessly splice the veneer along the longitudinal direction into a coil, and at the same time modify the transparent texture on the surface of the veneer, and fill it with the same wood grain color to ensure The overall appearance of the thin veneer is uniform and solid, and there is no abnormal transparent bottom;
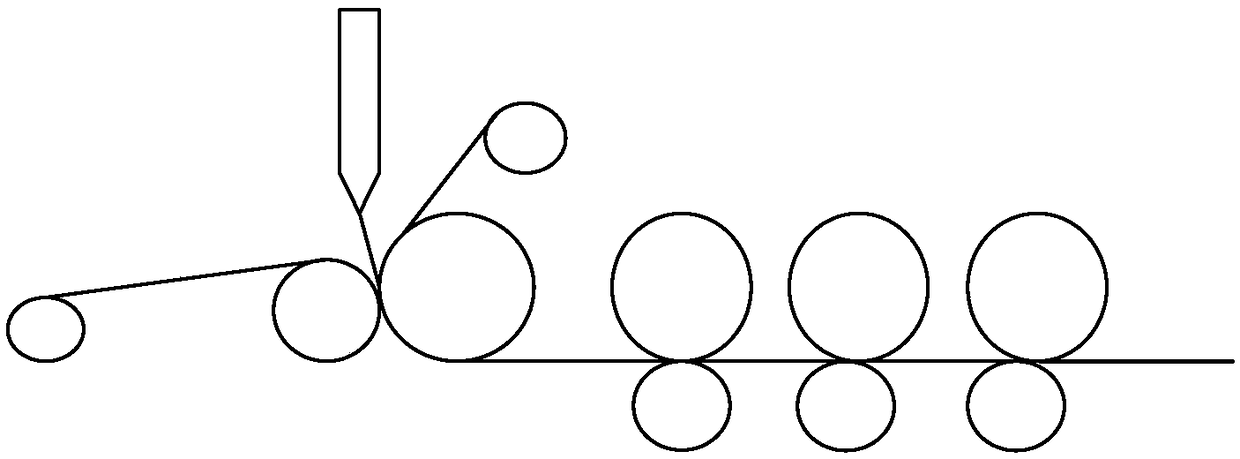
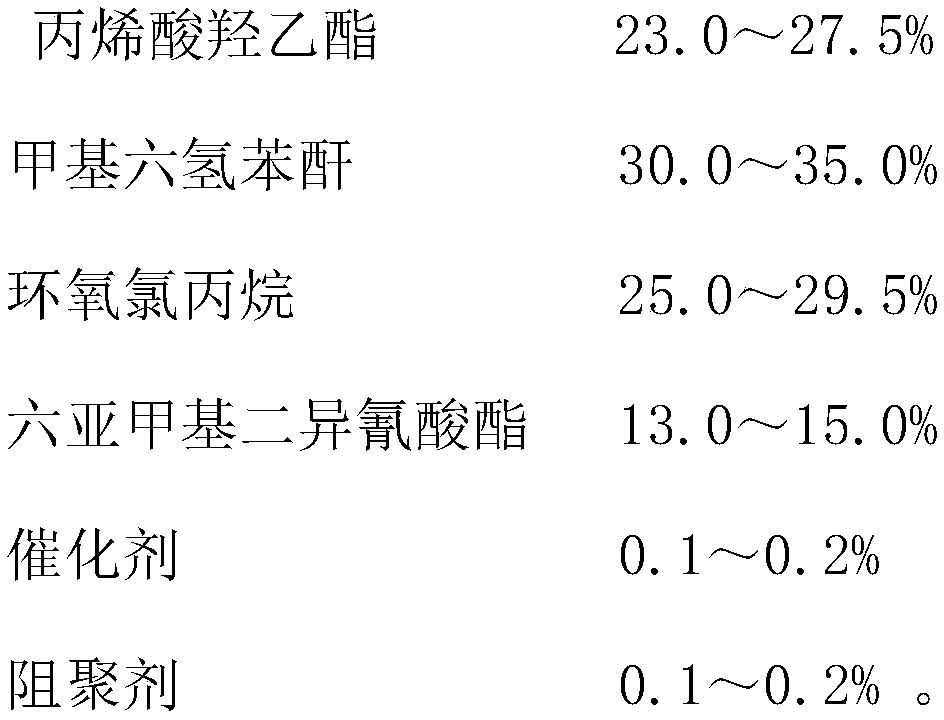
[0029] b. Extrusion casting: put in plastic materials that can bond wel...
Embodiment 2
[0033] A processing technique for integral molding of laminated veneer by laminating and calendering techniques, comprising the following steps:
[0034] a. Skinning: First, use highly transparent polyurethane elastic UV resin to fill the veneer blank and dry it with a UV light source. The thickness of the veneer blank is 0.15mm, the wavelength of the UV light source is 520nm, and the drying time is 45min. Then, the veneer is mirror polished, and the veneer thickness error Controlled at 0.01-0.05mm, use a fully automatic seamless splicing machine to seamlessly splice multiple pieces of veneer, seamlessly splice the veneer along the longitudinal direction into a coil, and at the same time modify the transparent texture on the surface of the veneer, and fill it with the same wood grain color to ensure The overall appearance of the thin veneer is uniform and solid, and there is no abnormal transparent bottom;
[0035] b. Extrusion casting: put in plastic raw materials that can bo...
Embodiment 3
[0039] A processing technique for integral molding of laminated veneer by laminating and calendering techniques, comprising the following steps:
[0040] a. Skinning: First, use highly transparent polyurethane elastic UV resin to fill the veneer blank and dry it with a UV light source. The thickness of the veneer blank is 0.3mm, the wavelength of the UV light source is 600nm, and the drying time is 60min. Then, the veneer is mirror polished, and the veneer thickness error Controlled at 0.01-0.05mm, use a fully automatic seamless splicing machine to seamlessly splice multiple pieces of veneer, seamlessly splice the veneer along the horizontal direction to form a coil, and at the same time modify the bottom texture on the surface of the veneer, and fill it with the same wood grain color to ensure The overall appearance of the thin veneer is uniform and solid, and there is no abnormal transparent bottom;
[0041] b. Extrusion casting: put in plastic materials that can bond well w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com