

A short-process method for manufacturing high-strength steel plates and high-strength steel plates and applications thereof
A high-strength steel plate and short-process technology, applied in the direction of manufacturing tools, metal rolling, metal rolling, etc., can solve the problems that can not realize endless rolling production, affect the forming performance and surface quality of hot stamping materials, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
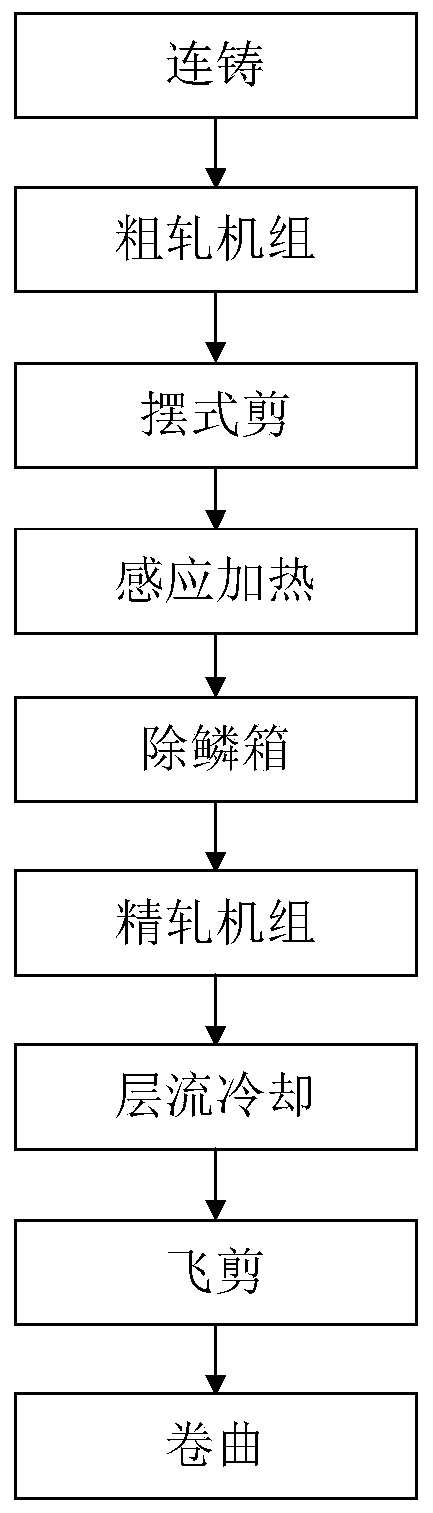
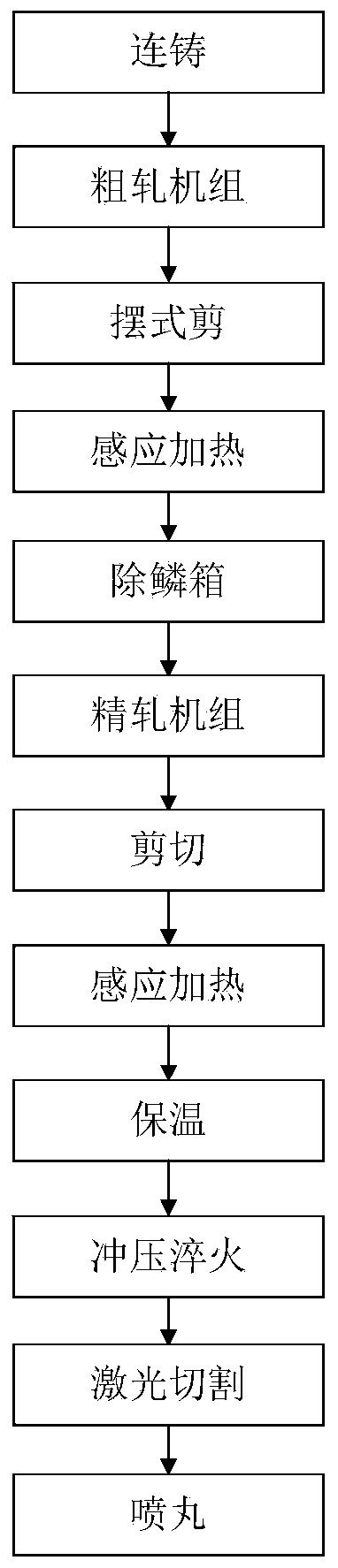
[0048] In this embodiment, during the thin slab continuous casting and rolling process, the temperature of the thin slab after the continuous casting treatment is 1500°C, and then after the rough rolling treatment by the rough rolling unit, the temperature drops to 930°C, and the temperature rises to 1100°C after the induction heating treatment , the temperature dropped to 850°C after finishing rolling treatment by the finishing rolling unit.
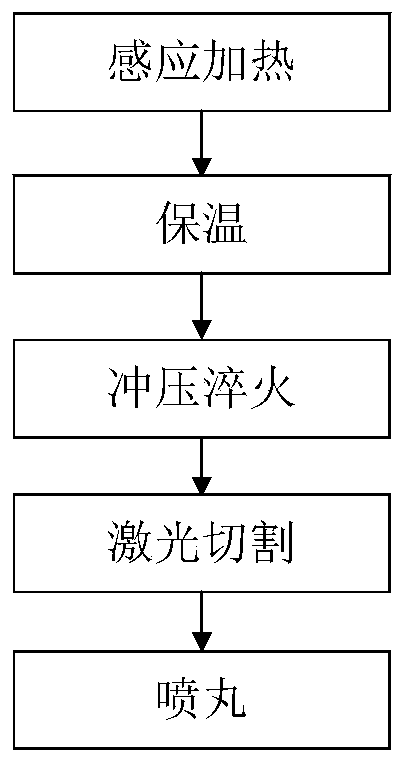
[0049] After the finishing treatment of the finishing rolling unit, the plate directly enters the hot stamping deep processing, and the shearing device cuts the plate into the shape and size required by the hot stamping die, and enters the subsequent process through the conveying roller table, and is processed in the hot stamping deep processing During the process, the temperature is 850°C, and the temperature is kept for 180-250s, so that the plate forms a stable austenite structure.
[0050] After heat preservation, the high-temperatu...
Embodiment 2
[0055] In this embodiment, during the thin slab continuous casting and rolling process, the temperature of the thin slab after continuous casting is 1500°C, and then after the rough rolling treatment of the rough rolling unit, the temperature drops to 950°C, and the temperature rises to 1150°C after induction heating , the temperature dropped to 880°C after finishing rolling treatment by the finishing rolling unit.
[0056] After the finishing treatment of the finishing rolling unit, the plate directly enters the hot stamping deep processing, and the shearing device cuts the plate into the shape and size required by the hot stamping die, and enters the subsequent process through the conveying roller table, and is processed in the hot stamping deep processing During the process, the temperature is 880°C, and the temperature is kept for 180-250s, so that the plate forms a stable austenite structure.
[0057] After heat preservation, the high-temperature plate is transferred to t...
Embodiment 3
[0062] In this embodiment, during the thin slab continuous casting and rolling process, the temperature of the thin slab after continuous casting is 1500°C, and then after the rough rolling treatment of the rough rolling unit, the temperature drops to 970°C, and the temperature rises to 1200°C after induction heating , the temperature dropped to 910°C after finishing rolling treatment by the finishing rolling unit.
[0063] After the finishing treatment of the finishing rolling unit, the plate directly enters the hot stamping deep processing, and the shearing device cuts the plate into the shape and size required by the hot stamping die, and enters the subsequent process through the conveying roller table, and is processed in the hot stamping deep processing During the process, the temperature is 910°C, and the temperature is kept for 180-250s to make the plate form a stable austenite structure.
[0064] After heat preservation, the high-temperature plate is transferred to the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More