

Casting mold for increasing mold thickness
A casting mold and sand volume technology, applied in the direction of manufacturing tools, casting molding equipment, casting molds, etc., can solve the problems of inability to meet the side sand consumption and increase the sand consumption, so as to improve the utilization rate and increase the consumption. The amount of sand and the effect of ensuring no fire
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
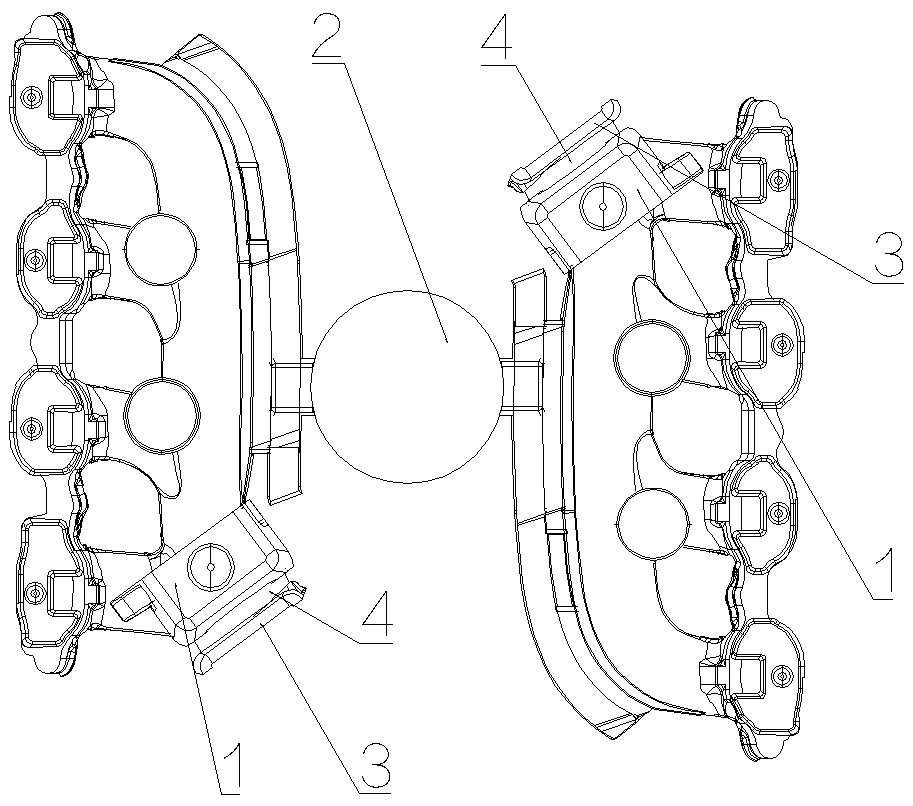
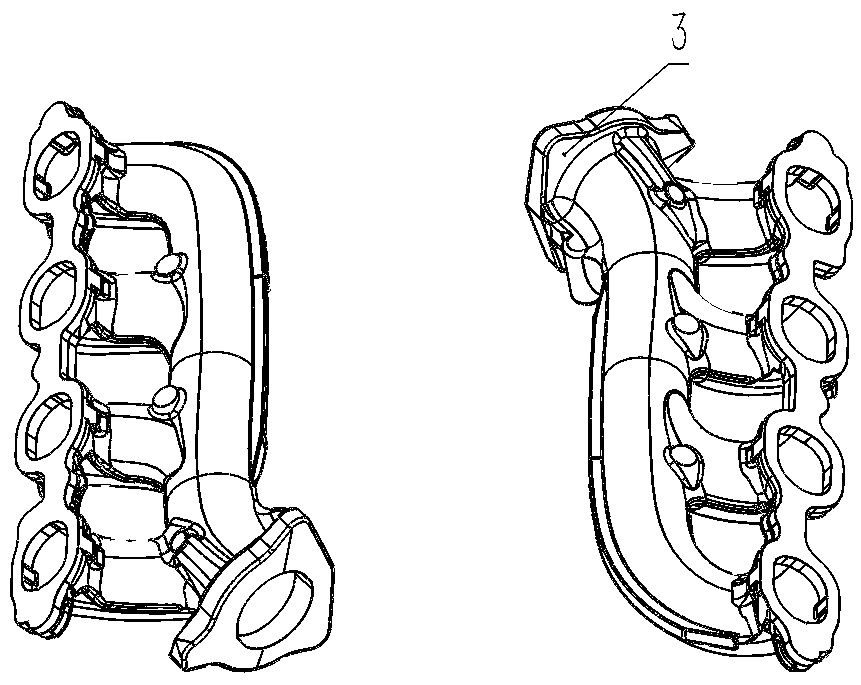
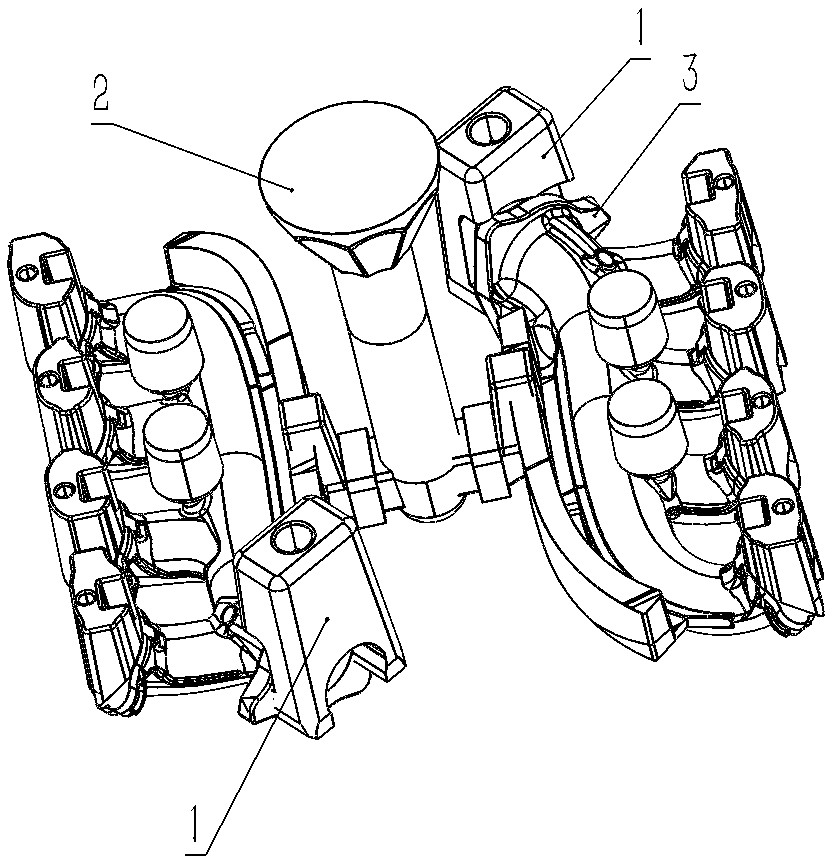
[0044] like Figure 1-2As shown, the technical solutions of this embodiment and the comparative embodiment are basically the same, the difference is that: the position of the riser 2 is set on the inner side of the outermost flange 3 of the exhaust manifold, the riser neck 4 is arranged laterally, and the riser 2 The bottom is connected with the cavity of the outermost hot spot of the casting through the riser neck 4 . This setting moves the riser 2 that originally occupied the outer space of the flange plate 3 to the inner side of the sand box, and the amount of sand eaten is increased from about 30mm to 100mm, which effectively ensures the safe amount of sand eaten.
[0045] In this embodiment, the riser 2 is arranged on the rear side of the hot joint position on the edge of the sand box, and is connected to the rear side of the flange 3 through the L-shaped riser neck 4, thereby increasing the amount of sand eaten to 100mm, which can make the original Type 1 / mold is increa...
Embodiment 2
[0047] The technical solutions of this embodiment and Embodiment 1 are basically the same, the difference is that the molding sand includes the following raw materials in parts by weight: 95% of quartz sand, 4% of zircon sand, 0.5% of polyacrylamide, 3% of starch, 5% of coal powder, and 5% of lignin fiber , Kaolin 1, aluminum powder 0.2, vegetable oil 0.4.
[0048] After the molding sand is mixed, the moisture content is measured, and the moisture content is adjusted by measures such as drying, ventilation or spraying and watering. The final moisture content is controlled at 3.5% by weight to ensure the compactability, fluidity and air permeability of the molding sand. Finally, the air permeability of the prepared molding sand was measured to be 140, and the hot-wet tensile strength was 25Kpa. During the casting process, the molding sand structure is stable, there are no sand hole defects, and the surface of the casting is smooth and does not stick to the sand.
Embodiment 3
[0050] The technical solutions of this embodiment and Embodiment 2 are basically the same, the difference being that the molding sand includes the following raw materials in parts by weight: 85% of quartz sand, 6% of zircon sand, 0.8% of polyacrylamide, 5% of starch, 3% of coal powder, and 7% of lignin fiber , kaolin 2, aluminum powder 0.5, vegetable oil 0.6. The final moisture content is controlled at 4.5% by weight to ensure the compactability, fluidity and air permeability of the molding sand. The prepared molding sand has an air permeability of 100 and a hot and wet tensile strength of 28kpa. During the casting process, the molding sand structure is stable, there are no sand hole defects, and the surface of the casting is smooth and does not stick to the sand.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hot wet tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More