Control method of non-high-frequency plasma cutting machine
A technology of a plasma cutting machine and a control method, which is applied in the control field of the plasma cutting machine, can solve the problems of low arc striking success rate, inability to realize arc striking, slow arc striking speed, etc. The effect of ignition speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
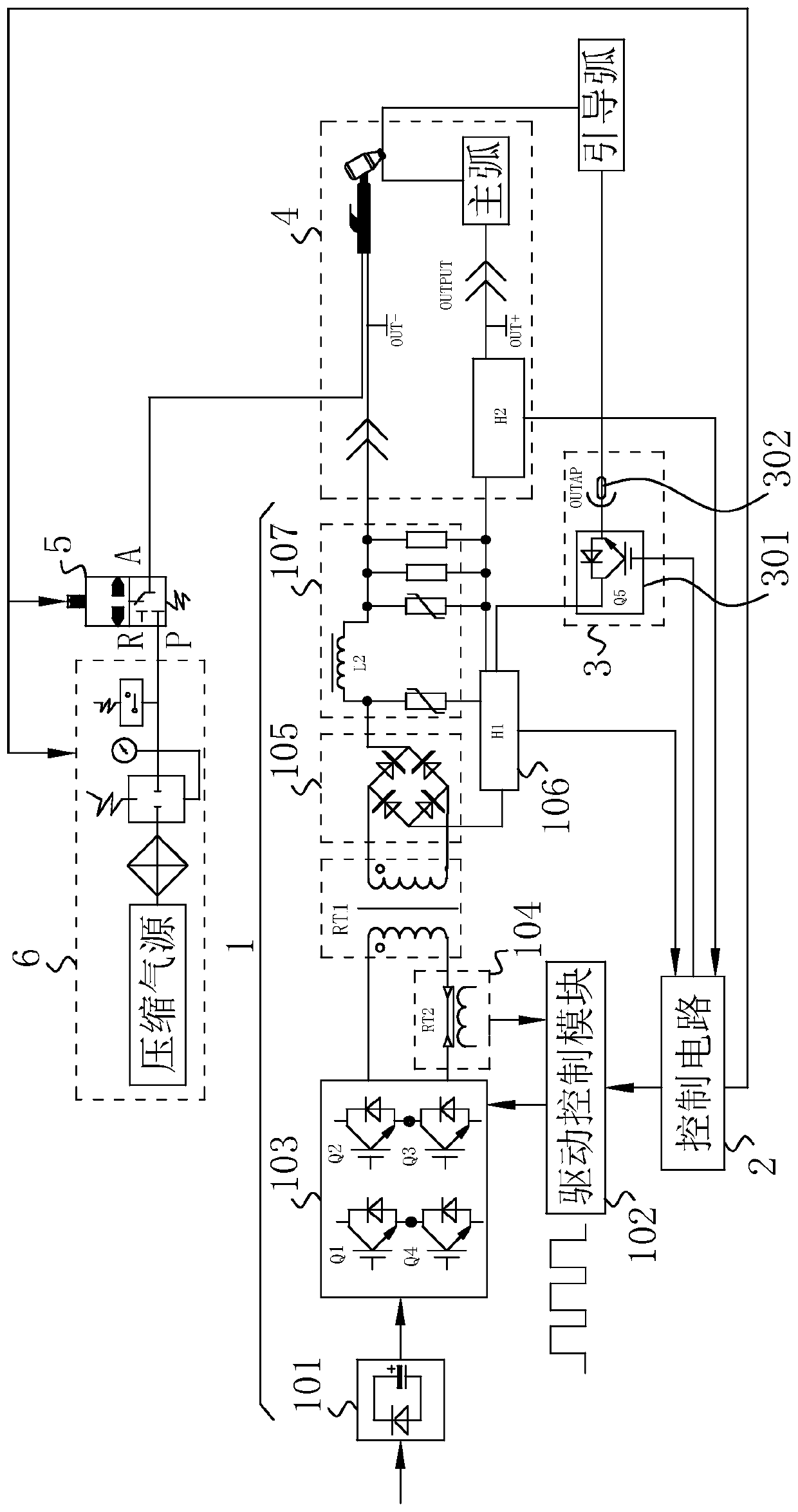
[0037] A control method for a non-high-frequency plasma cutting machine, such as figure 1 As shown, it is based on cutting power supply circuit 1, control circuit 2, arc striking circuit 3 and main arc circuit 4.
[0038] The cutting power supply circuit 1 includes a gun-shaped cutting torch and an inner electrode of the cutting torch. The cutting torch communicates with a gas pipe for blowing air to the inner electrode of the cutting torch through a three-way valve 5 , and the gas pipe communicates with an external compressed gas source 6 . The compressed gas source 6 can be a high-pressure gas tank, which is equipped with a solenoid valve to receive external control signals to control whether the high-pressure gas tank outputs high-pressure gas. The three-way valve 5 mark can be a two-position three-way solenoid valve. Among them, the two-position means that the spool of the solenoid valve has two different working positions, that is, conduction and blocking, and the three-w...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com