

Heat treatment method for spray forming of 7055 aluminium alloy
A heat treatment method and spray forming technology, applied in the field of aluminum alloy processing technology, can solve the problems of difficulty in ensuring material strength, increase in the coarsening rate of precipitated phases, and difficult control of regression time, etc., and achieve long holding time, small performance fluctuations, and high strength and toughness Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
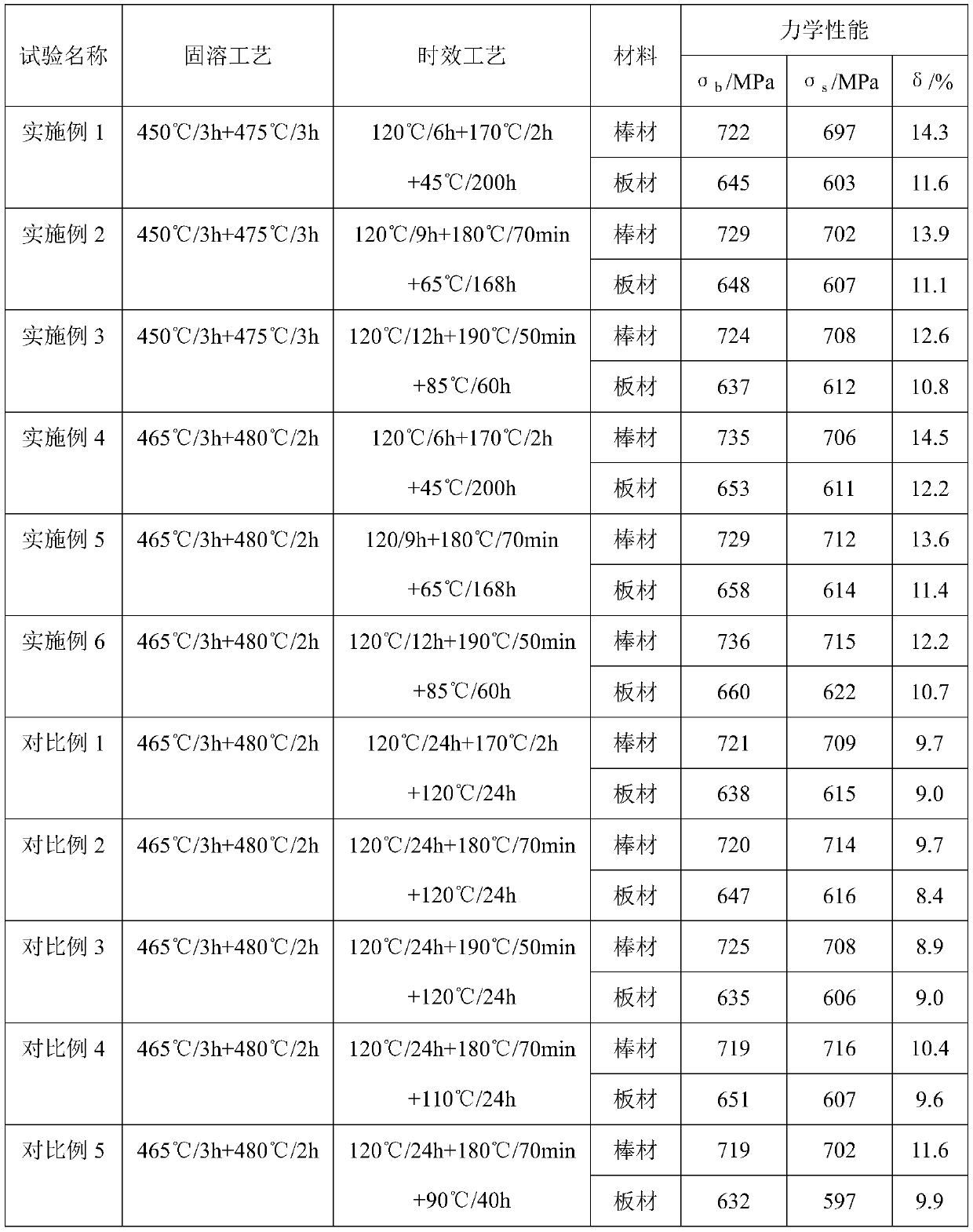
[0052]Example 1: Two specifications of extruded materials are first-level solid solution: heat preservation at 450° C. for 3 hours. Secondary solid solution: raise the temperature to 475°C for 3 hours in half an hour, and then quench in water. Under-aging pretreatment: the quenched material is kept at 120°C for 6 hours and then water-quenched to room temperature. Regression treatment: followed by holding at 170°C for 2 hours and then water quenching to room temperature. Low temperature re-aging treatment: followed by heat preservation at 45°C for 200 hours. After the heat treatment, the tensile test is carried out on the material, and the tensile strength, yield strength and elongation at break of the material are measured.
Embodiment 2
[0053] Example 2: two specifications of extruded material primary solid solution: heat preservation at 450°C for 3 hours. Secondary solid solution: raise the temperature to 475°C for 3 hours in half an hour, and then quench in water. Under-aging pretreatment: the quenched material is kept at 120°C for 9 hours and then water-quenched to room temperature. Regression treatment: followed by holding at 180°C for 70 minutes and then water quenching to room temperature. Low temperature re-aging treatment: followed by heat preservation at 65°C for 168 hours. After the heat treatment, the tensile test is carried out on the material, and the tensile strength, yield strength and elongation at break of the material are measured.
Embodiment 3
[0054] Example 3: First-level solid solution of two specifications of extruded materials: heat preservation at 450° C. for 3 hours. Secondary solid solution: raise the temperature to 475°C for 3 hours in half an hour, and then quench in water. Under-aging pretreatment: the quenched material is kept at 120°C for 12 hours and then water-quenched to room temperature. Regression treatment: followed by holding at 190°C for 50 minutes and then water quenching to room temperature. Low temperature re-aging treatment: followed by heat preservation at 85°C for 60 hours. After the heat treatment, the tensile test is carried out on the material, and the tensile strength, yield strength and elongation at break of the material are measured.
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More