

Post-welding heat treatment method for bainite steel rails
A post-weld heat treatment and bainite technology, used in heat treatment furnaces, heat treatment equipment, furnace types, etc., can solve problems such as insufficient fatigue life and low longitudinal hardness, and achieve extended fatigue life, improved toughness, and improved wear and resistance. The effect of grinding performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
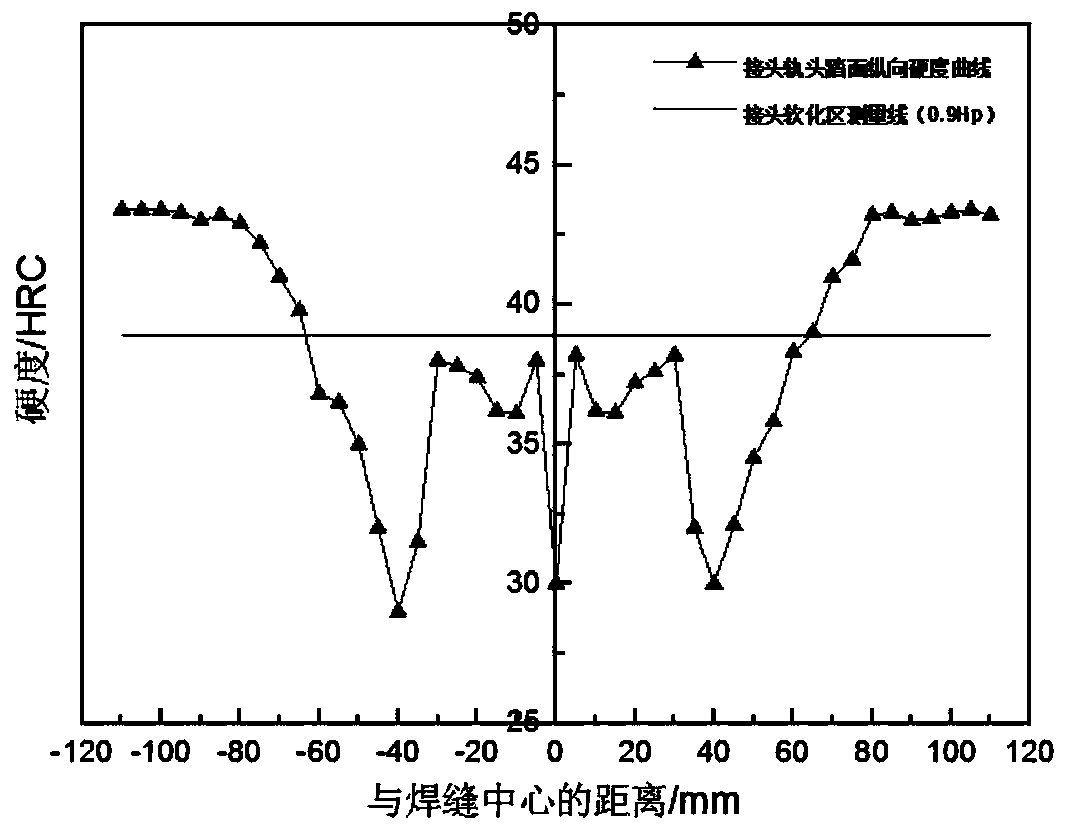
[0046] The bainitic rail welded joint obtained by flash welding at a temperature of 1200°C is subjected to the first-stage cooling, and the first-stage cooling is performed at a first cooling rate of 6.0°C / s to cool the rail head surface temperature of the rail joint to at 300°C. Then, the medium-frequency induction profiling electric heating coil is used to heat the entire cross-section of the welded joint area of the rail. When the tread temperature of the rail reaches 870 °C, the heating is stopped, and then the second stage of cooling is carried out at a second cooling rate of 3.0 °C / s. The rail joint is cooled to 380°C, and finally the third stage of cooling is carried out at a third cooling rate of 0.6°C / s to reduce the surface temperature of the rail head of the rail joint to room temperature (25°C), thereby obtaining the post-weld heat-treated Bainitic rail welded joints.
[0047] In the post-weld heat treatment process, the first cooling is natural cooling in the a...
Embodiment 2
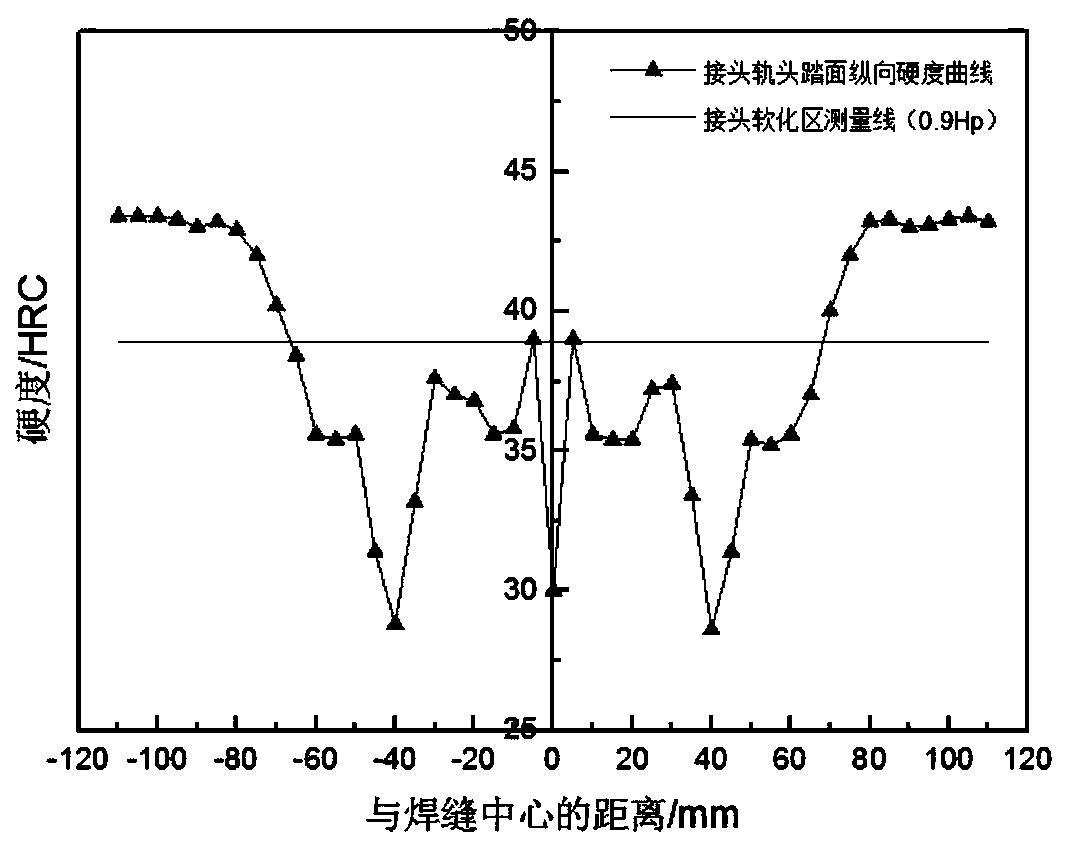
[0054]The bainite rail welded joint obtained by gas pressure welding at a temperature of 1250°C is subjected to the first-stage cooling, and the first-stage cooling is performed at a first cooling rate of 7.0°C / s to cool the surface temperature of the rail head of the rail joint to 330°C. Then, an oxy-acetylene flame profiling heater is used to heat the entire section of the rail welded joint area. When the tread temperature of the rail reaches 850 °C, the heating is stopped, and then the water mist mixture is used to cool the rail joint to 400 °C at the second cooling rate of 3.5 °C / s, and finally the second cooling rate is 0.40 °C / s. The third stage of cooling is carried out at three cooling speeds to reduce the surface temperature of the rail head of the rail joint to room temperature (25° C.), thereby obtaining the bainite rail welded joint of the present invention after post-weld heat treatment.
[0055] In the post-weld heat treatment process, the first cooling is natur...
PUM
| Property | Measurement | Unit |
|---|---|---|
| fatigue bending times | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More