

Heat treatment process of thread rolling plate
A kind of thread rolling and process technology, which is used in heat treatment furnaces, heat treatment equipment, metal material coating processes, etc., can solve problems such as short service life, improve wear resistance, improve wear resistance and toughness, and improve wear resistance. performance and corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
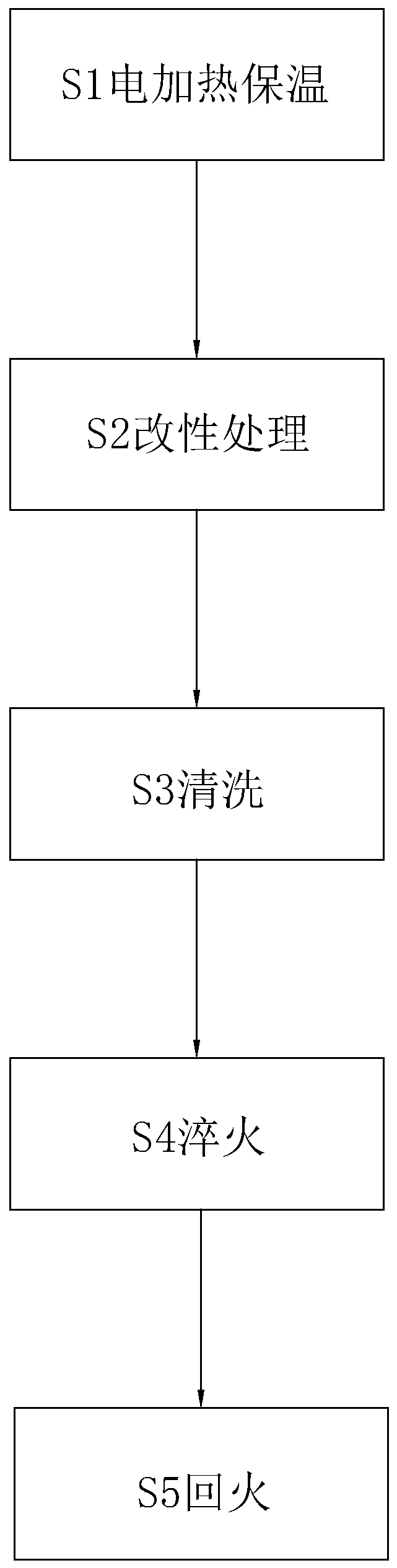
[0042] A heat treatment process for a thread rolling board, comprising the steps of:
[0043] S1. Electric heating and heat preservation; place the thread rolling board in a heat treatment resistance furnace, evacuate to below 1.0Pa, and keep heat at 200°C for 55min;
[0044] S2. Modification treatment; immerse the thread rolling board in the co-infiltration agent, take it out after keeping it warm at 950°C for 6 hours; the preparation method of the co-infiltration agent is: first put 80 parts of borax into a muffle tank and heat and melt to 900°C , then add 12 parts of aluminum powder and 5 parts of nano-SiO 2 , stir evenly, after staying for 10min, then add 3 parts of silane coupling agent KH570 and 4 parts of stearic acid in turn, stir evenly, then add 3 parts of carbon nanotubes, stir evenly and then stay for 15min;
[0045] S3, cleaning; the thread rolling board in the step S2 is placed in a cleaning agent at 840° C., and cleaned for 6 minutes; the cleaning agent is prep...
Embodiment 2
[0049] The difference with embodiment 1 is that a kind of heat treatment process of thread rolling board comprises the following steps:
[0050] S1. Electric heating and heat preservation; place the thread rolling board in a heat treatment resistance furnace, evacuate to below 1.0Pa, and keep heat at 110°C for 35 minutes;
[0051] S2. Modification treatment: immerse the thread rolling board in the co-penetration agent, and take it out after keeping it warm at 850°C for 2 hours;
[0052] The preparation method of co-penetration agent is: first put 60 parts of borax into the muffle tank and heat and melt to 900 degrees Celsius, then add 8 parts of aluminum powder and 3 parts of nano-SiO 2 , stir evenly, after staying for 10 minutes, then add 6 parts of silane coupling agent KH570 and 3 parts of stearic acid in turn, stir evenly, then add 2 parts of carbon nanotubes, stir evenly and then stay for 15 minutes;
[0053] S3, cleaning; the thread rolling board in the step S2 is place...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More