

Method for manufacturing flame-retardant particleboard by continuous flat pressing
A technology of particleboard and shavings, which is applied in the direction of manufacturing tools, flat products, and pretreatment of molding materials, etc., and can solve problems such as no research results on particleboard
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
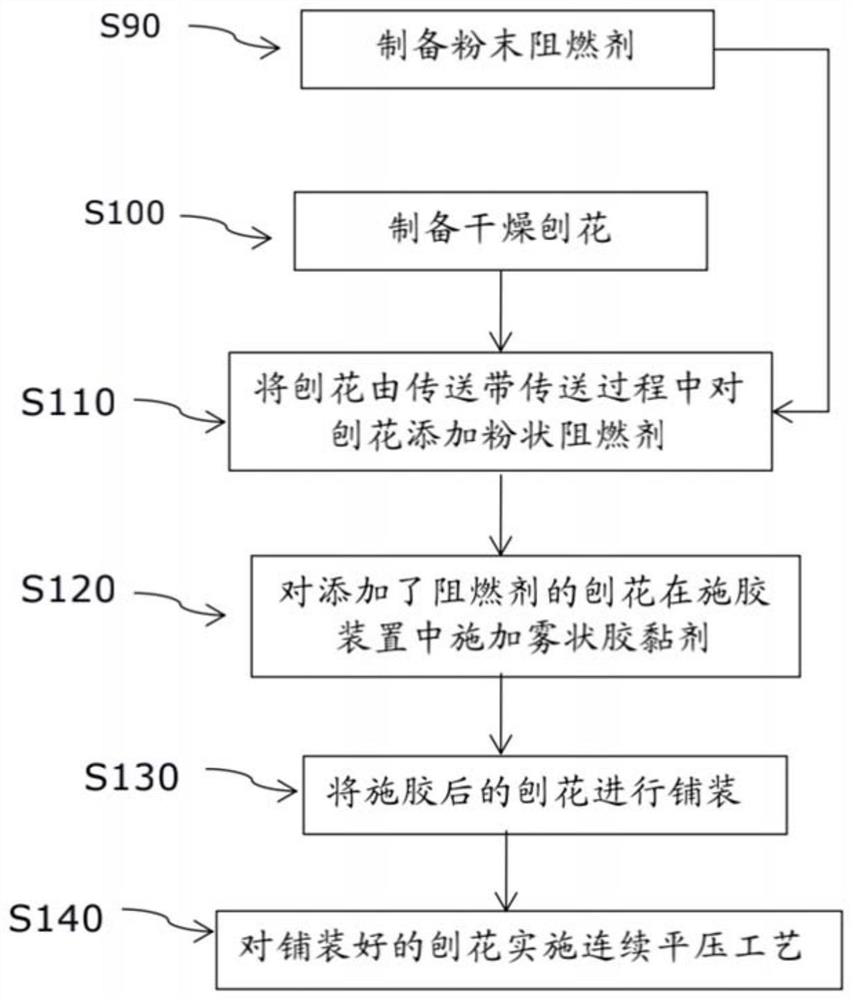
[0023] The manufacturing method of the present invention includes the following steps.
[0024] First, in step S100, dry shavings are prepared. Shaving the poplar fruit miscellaneous wood, according to the different positions of the particleboard, it can be planed into different sizes of shavings. Can be shavings of the same size. In addition, depending on the situation, the flaking process can also be omitted, and the market purchase method is adopted. Then the shavings that have been flaked are dried in the dryer 10, and the moisture content of the shavings is controlled by controlling the transmission time of the shavings in the rotary drum dryer and the temperature of the rotary drum dryer through the moisture content control mechanism 10a. Since shaving drying is a relatively mature technology in this field, details are omitted here.
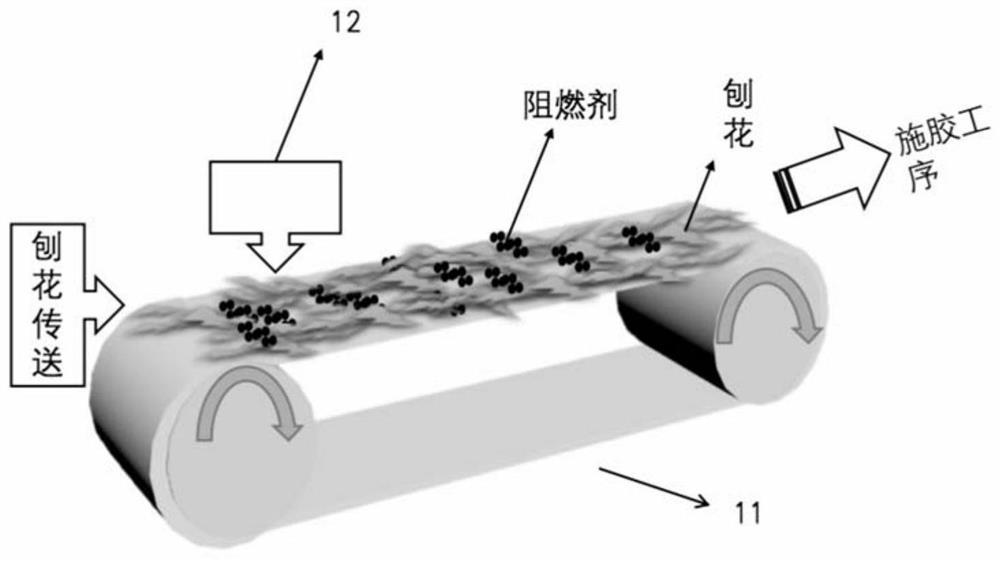
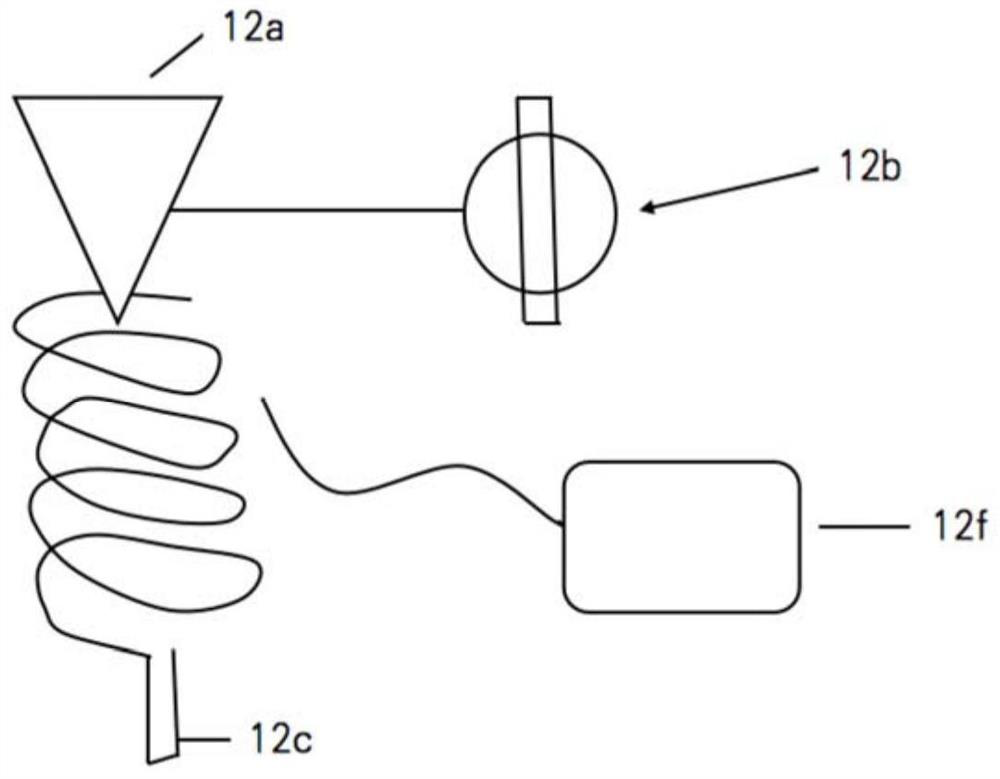
[0025] Next, in step S110 , a powdered flame retardant is added to the dried shavings during the process of transferring the dried shav...
no. 2 approach
[0033] The present invention provides a set of flame retardants suitable for continuous flat pressing to manufacture multi-layer flame-retardant particleboards for watch cores. Below, according to this specific implementation, and for the places different from the first embodiment, the above-mentioned manufacturing method is specifically described as follows:
[0034] Above-mentioned method also further comprises the operation S90 of preparing powdery flame retardant (referring to figure 1 ), respectively prepare a compound mixture of aluminum hydroxide / DOPO / thiourea with a compound ratio of 60:35:5-8 as a surface layer flame retardant and a compound ratio of 90:9:1-4 of magnesium hydroxide / The compound mixture of antimony trioxide / hexaaminophenoxycyclotriphosphazene was used as the core flame retardant. As developed by the inventors, by adding such a flame retardant in layers, it can adapt to the higher press temperature of continuous flat pressing production without affecti...
experiment example 1
[0042] 60Kg of aluminum hydroxide, 35kg of DOPO flame retardant, and 5kg of thiourea flame retardant are used as the surface flame retardant, 90Kg of magnesium hydroxide, 9Kg of antimony trioxide, and 1Kg of hexaaminophenoxycyclotriphosphazene are fully blended and compounded As a core flame retardant.
[0043] Dry 770kg of surface shavings with a smaller size in a drum desiccant to a moisture content of 5%, and place them on a conveyor belt for transmission. Put the surface flame retardant in the dosage screw hopper of the flame retardant metering screw and add it to the conveying skin The shavings are controlled so that the addition ratio of the flame retardant is 13%, and then sent to the glue mixer for sizing, and the sizing amount is controlled to be 10%.
[0044] Dry 3300kg of the larger core layer of shavings in a drum desiccant to a moisture content of 3%, and place it on a conveyor belt for transmission. Put the core layer flame retardant in the dose screw hopper of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More