

Non-annealing integral forming process of stainless steel water tank
An integral molding, stainless steel technology, applied in the field of kitchen utensils, can solve the problems of negative impact on the appearance of the sink, affect the use of the sink, and easy peeling of the coating, and achieve the effect of improving the surface performance of the sink, improving efficiency, and improving scratch resistance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
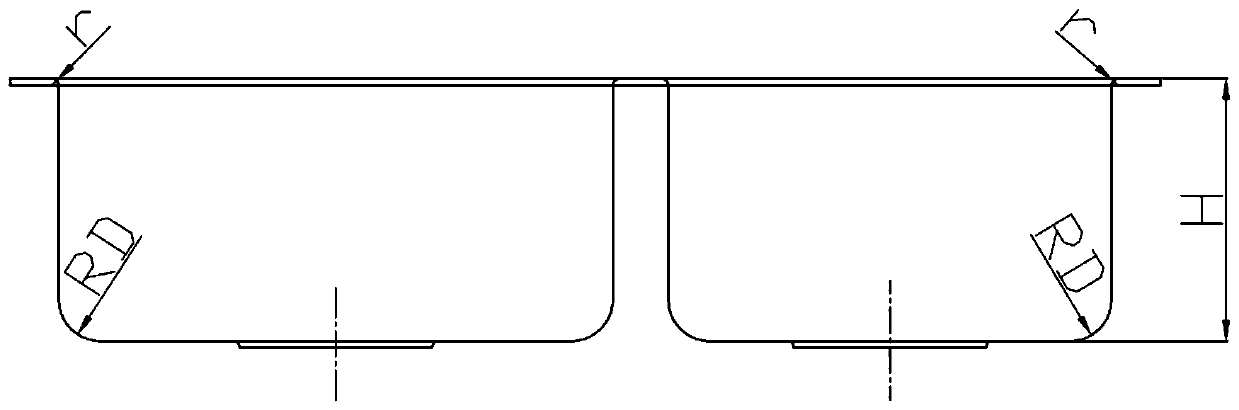
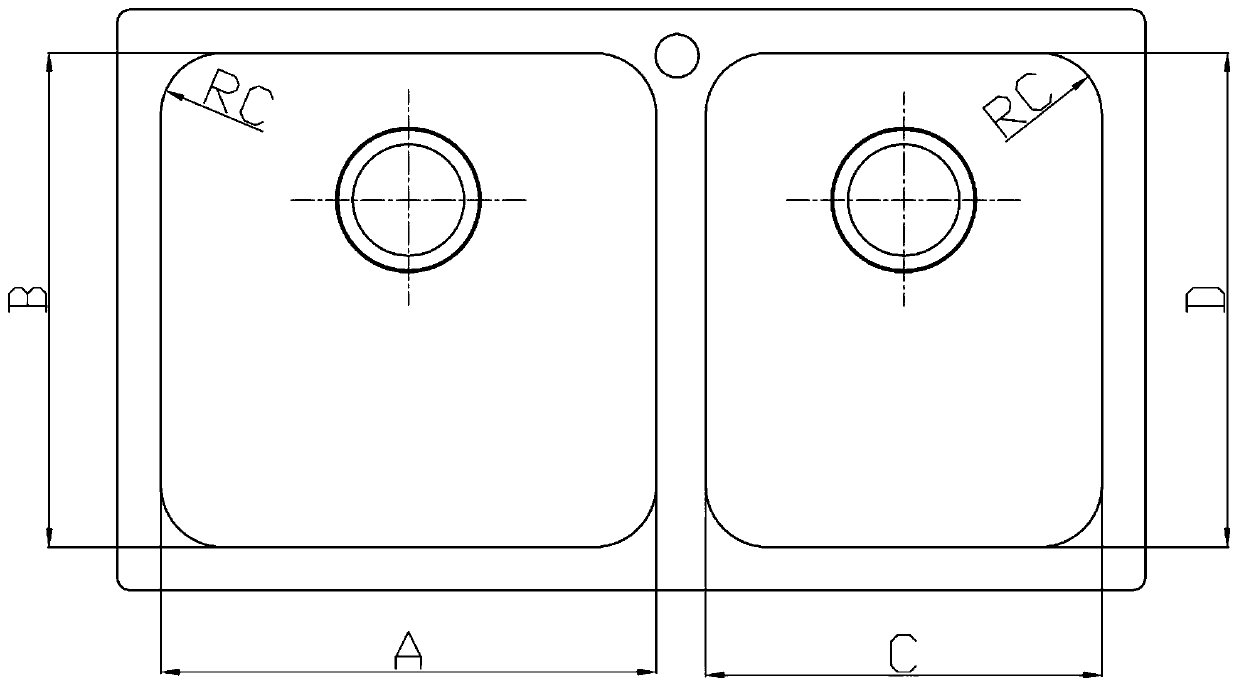
[0043] In this embodiment, the stainless steel water tank has double grooves such as figure 1 with figure 2 As shown, there are two tanks. The length and width of the two tanks are A, B, C, and D respectively. The depth of the two tanks is H. The top of the tank forms a rounded corner RC and the bottom forms a rounded corner. RD, the notch of the sink forms a fillet r with the edge.
[0044] The stainless steel water tank double tank preparation process of the present embodiment is as follows:
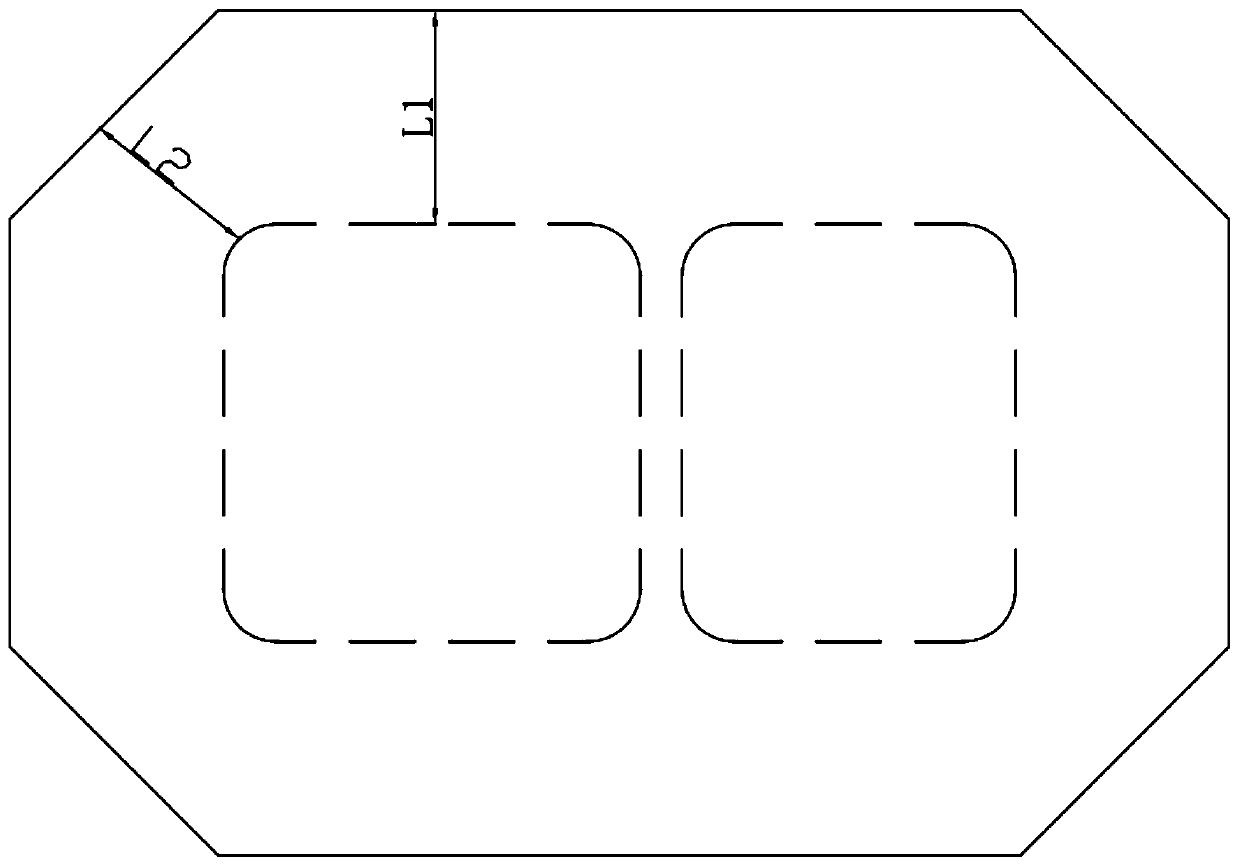
[0045] S1 Blanking: Blanking the stainless steel sheet according to the design specifications and models. While ensuring that the material on the four sides of the water tank meets the size requirements for the stretching of the water tank, the four corners of the sheet must be punched. image 3 As shown, ensure that the distance L2 from the beveled side of the blanking to the outside of the water tank after the attack angle should be less than the distance L1 from the four sides of...
Embodiment 2
[0054] The difference between embodiment 2 and embodiment 1 is that the process of forming a nano-coating in step S3 is as follows: the silicon carbide material (average particle size is 100nm) is sprayed on the surface of the water tank formed in step S2 by supersonic flame, and the stainless steel water tank base and The distance between the spray guns is 390mm, the powder feeding rate is 65g / min, and the powder feeding gas pressure is 3.8bar. Then put it into a vacuum heat treatment furnace for vacuum heat treatment, and set the vacuum degree to 3*10 -3 Pa, the heating time is 60min, heated to 1050°C, and kept at this temperature for 1.2h. The thickness of the formed nano-coating is 50 μm.
Embodiment 3
[0056] The difference between Example 3 and Example 1 is that the process of forming the fluororesin coating in step S5 is: immerse the water tank treated in step S4 in 150g / L polytetrafluoroethylene emulsion at 70°C for 50min, The water tank is placed in a vacuum heat treatment furnace, and the vacuum degree is set to 2*10 -2 Pa, the heating time is 12min, heated to 350°C, and kept at this temperature for 70min to form a PTFE coating. The formed polytetrafluoroethylene coating had a thickness of 80 μm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More