

Material increase and material decrease comprehensive manufacturing method of hard alloy part with complex shape
A technology of cemented carbide and complex shapes, which is applied in the direction of additive processing, metal processing equipment, transportation and packaging, etc. It can solve the problems of difficult forming and poor surface quality, and achieve low strength of the green body, easy machining, and elimination of The effect of the step effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Complicated shape WC-wt.8% Co cemented carbide parts:
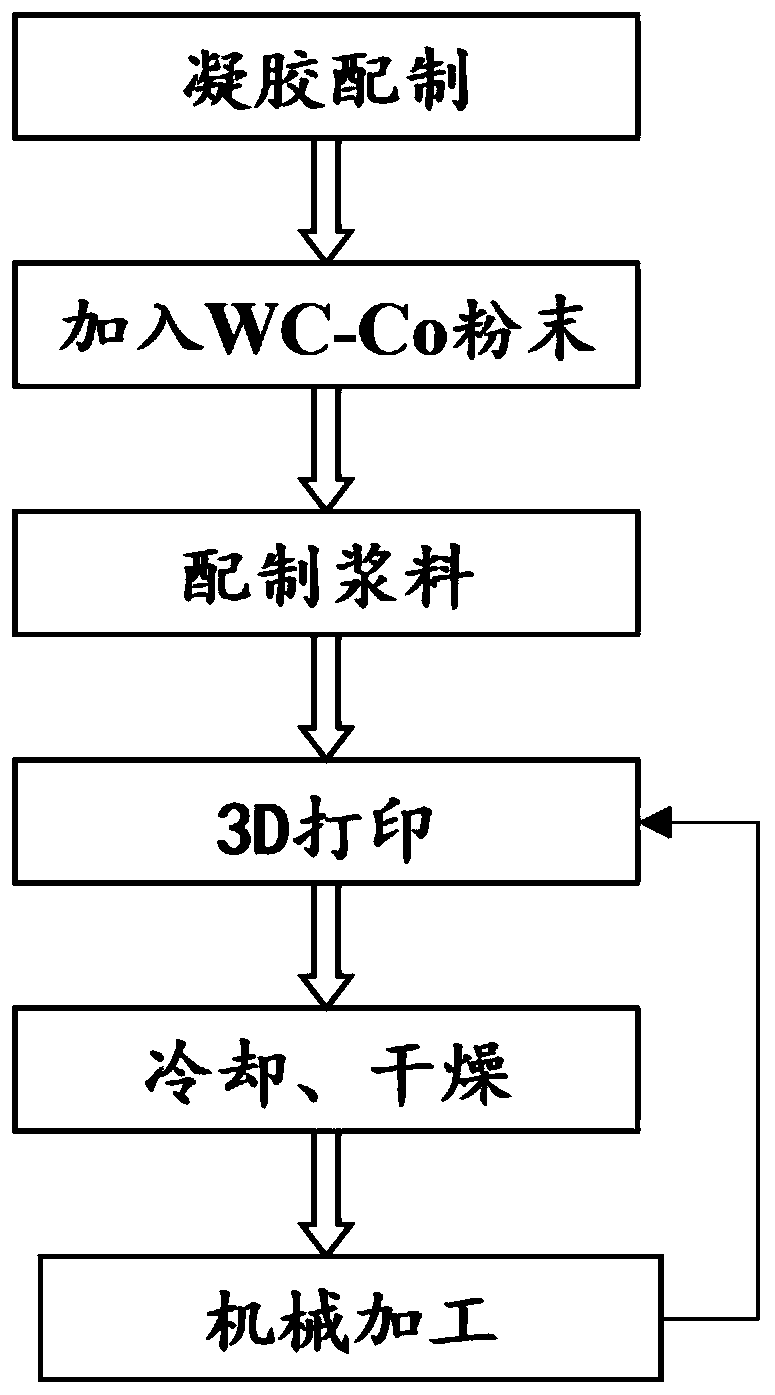
[0036] 1) Preparation of gel system: Dissolve 9.3g of polystyrene-butadiene-styrene SBS (commercially available, model YH-792) in 90mL of toluene, and heat at 60°C to form a gel solution;
[0037] 2) Slurry preparation: Add 729 g of YG8 cemented carbide (commercially available, WC particle diameter 0.8 μm, Co particle diameter 0.5 μm, Co content wt.8%) powder in the above 1) gel solution, and use magnetic The agitator is stirred into a slurry, and the viscosity of the slurry is 350±20mPa·s;
[0038] 3) 3D printing NC programming: According to the requirements of the part drawings, use the 3D modeling software to model the parts and import them into the 3D printing device.
[0039] 4) 3D printing: transport the slurry in 2) to a 3D printing device, and perform 3D printing according to the control program in 3), with an extrusion speed of 20mm / s.
[0040] 5) Milling: When the 3D printed parts in 4) are accumulated ...
Embodiment 2
[0043] Complicated Shape WC-wt.6%Co Cemented Carbide Parts
[0044] 1) Preparation of the gel system: 18.6 g of polystyrene-butadiene-styrene (SBS) was dissolved in 90 mL of toluene, and heated at a constant temperature of 60 ° C to form a gel solution;
[0045] 2) Slurry preparation: Add 729 g of YG6 cemented carbide (commercially available, WC particle diameter 0.8 μm, Co particle diameter 0.5 μm, Co content wt.6%) powder in the above 1) gel solution, and use magnetic force The agitator is stirred into a slurry, and the viscosity of the slurry is 400±20mPa·s;
[0046] 3) 3D printing NC programming: According to the requirements of the part drawings, use the 3D modeling software to model the parts and import them into the 3D printing device.
[0047] 4) 3D printing: transport the slurry in 2) to a 3D printing device, and perform 3D printing according to the control program in 3), with an extrusion speed of 20mm / s.
[0048] 5) Milling processing: When the 3D printed parts in...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| viscosity | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More