Data acquisition and monitoring system applied to papermaking press felt equipment
A technology for pressing felt and data collection, applied in the field of industrial textiles, can solve the problems of easy data fluctuation, low efficiency of manual collection, affecting the quality of papermaking felt products, etc., and achieves the effect of data stability and stability assurance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0022] In order to make the purpose, technical solution and advantages of the present invention clearer, the technical solution of the present invention will be described in detail below. Apparently, the described embodiments are only some of the embodiments of the present invention, but not all of them. Based on the embodiments of the present invention, all other implementations obtained by persons of ordinary skill in the art without making creative efforts fall within the protection scope of the present invention.
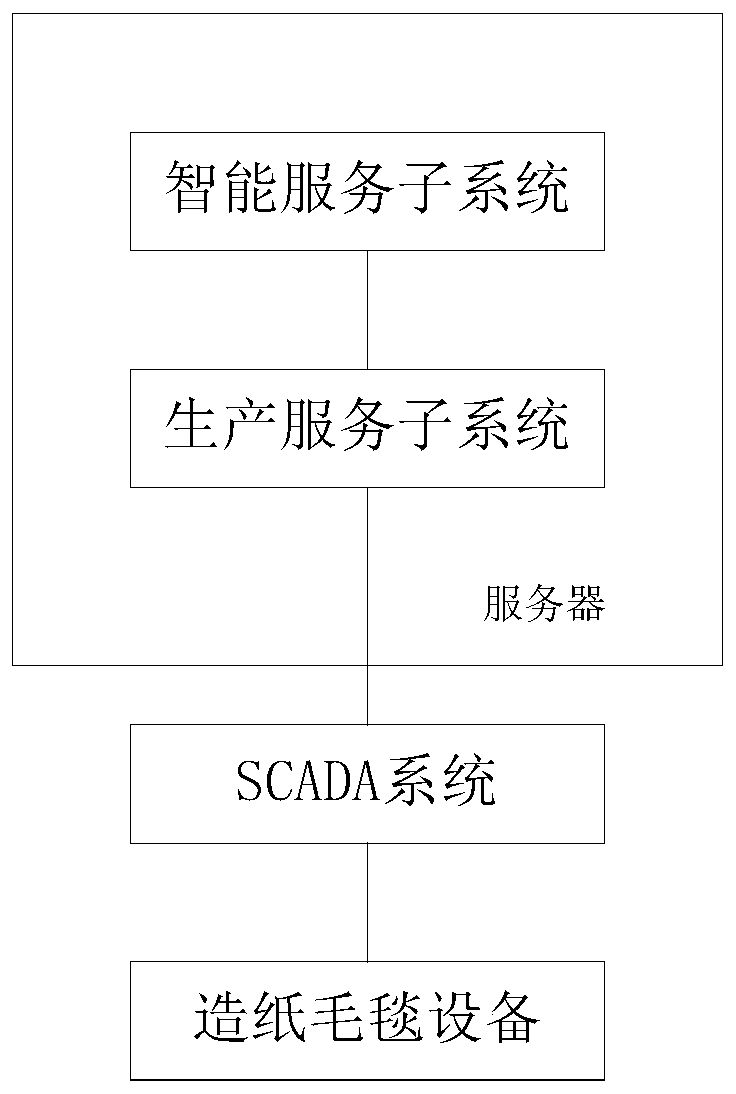
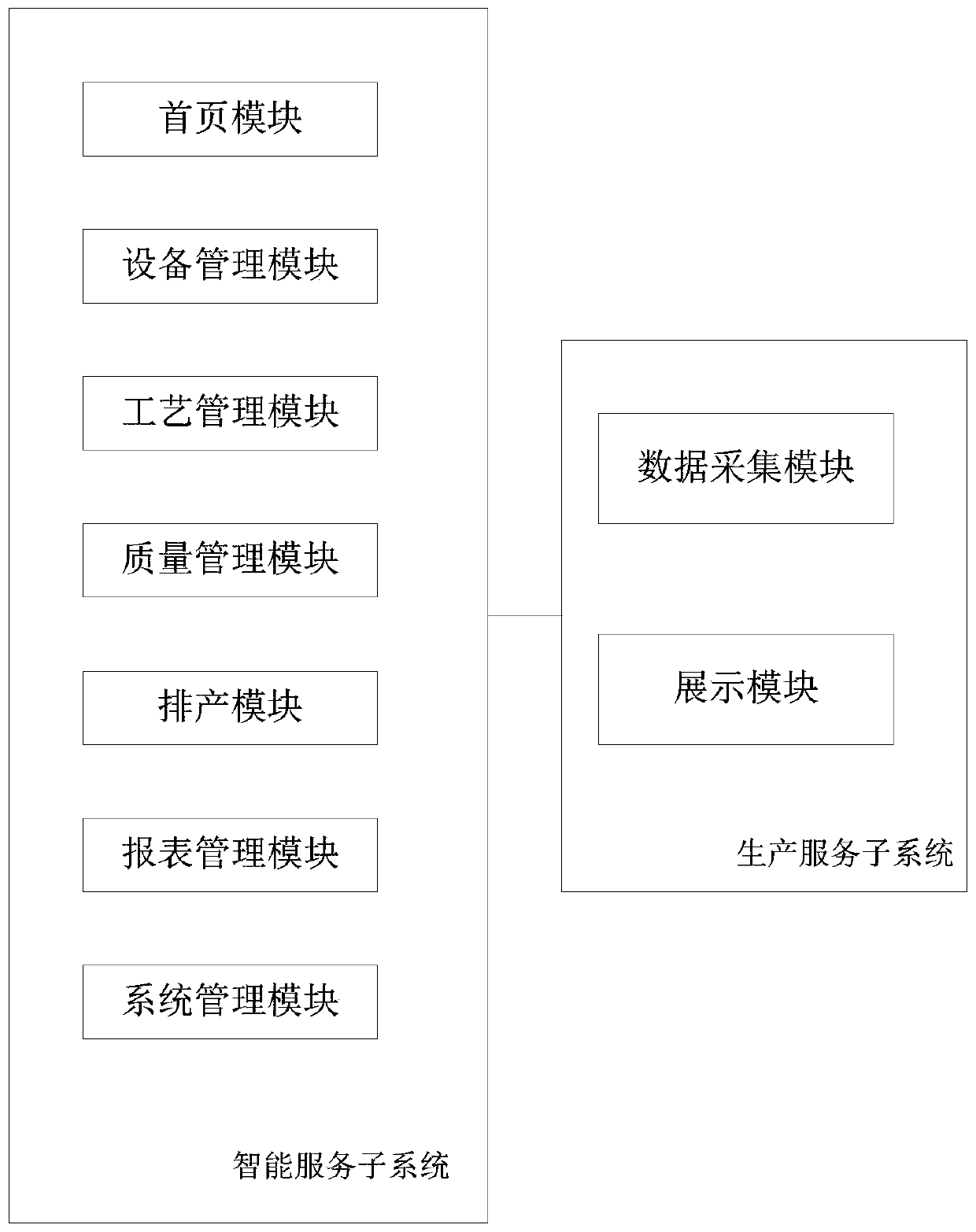
[0023] refer to figure 1 As shown, the embodiment of the present invention provides a data acquisition and monitoring system applied to papermaking press felt equipment, including: a production service subsystem and an intelligent service subsystem based on a server;
[0024] The production service subsystem collects the data in the paper press felt equipment based on the existing information collection points of the paper press felt equipment;
[0025] The in...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



