Elevator brake iron core automatic machining production line
An elevator brake, automatic processing technology, applied in the direction of lighting and heating equipment, conveyor control devices, chemical instruments and methods, etc., can solve the problems of increasing production costs, heavy physical strength, affecting production efficiency, etc., to avoid collision accidents, reduce Reduce production costs and improve the effect of precise positioning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
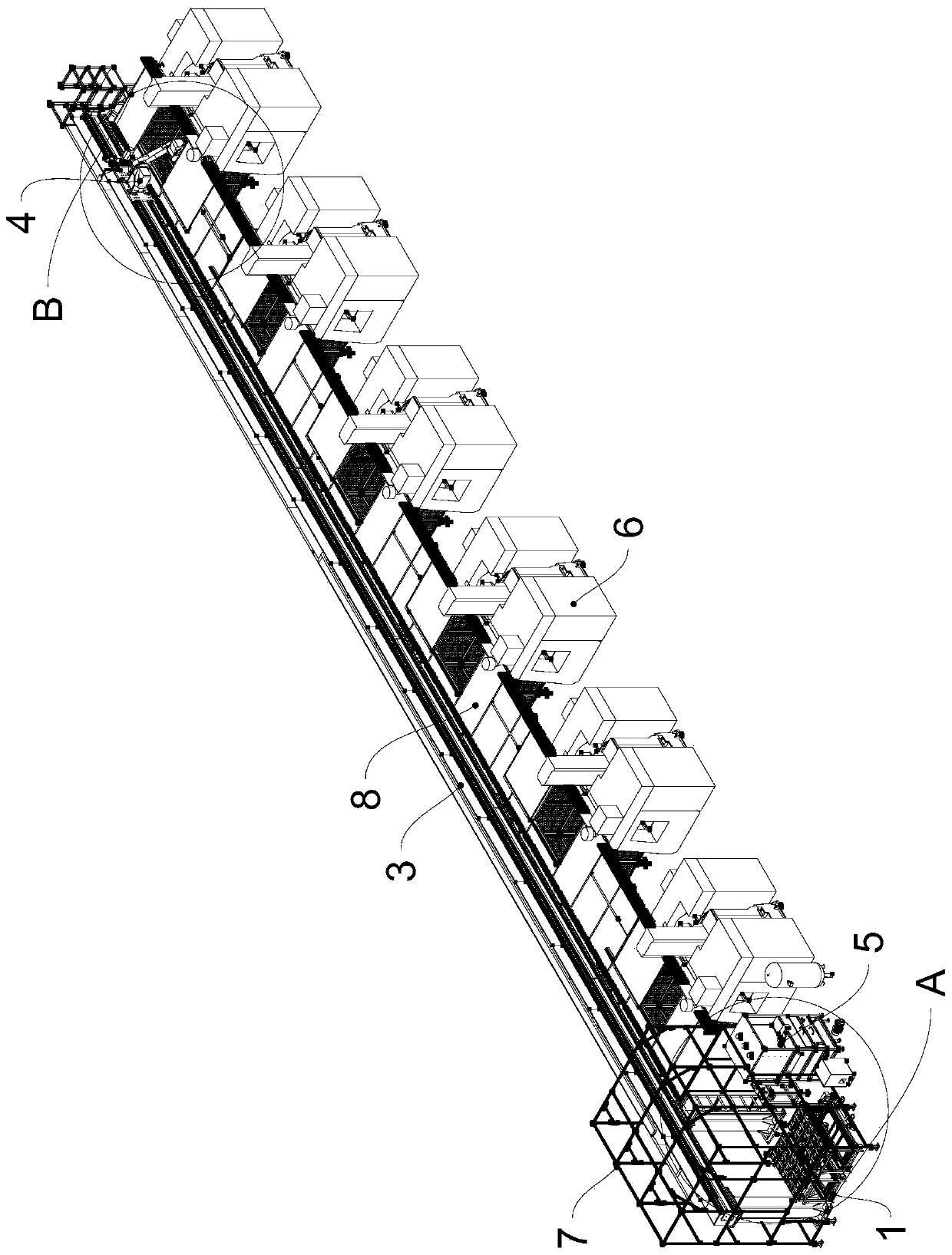
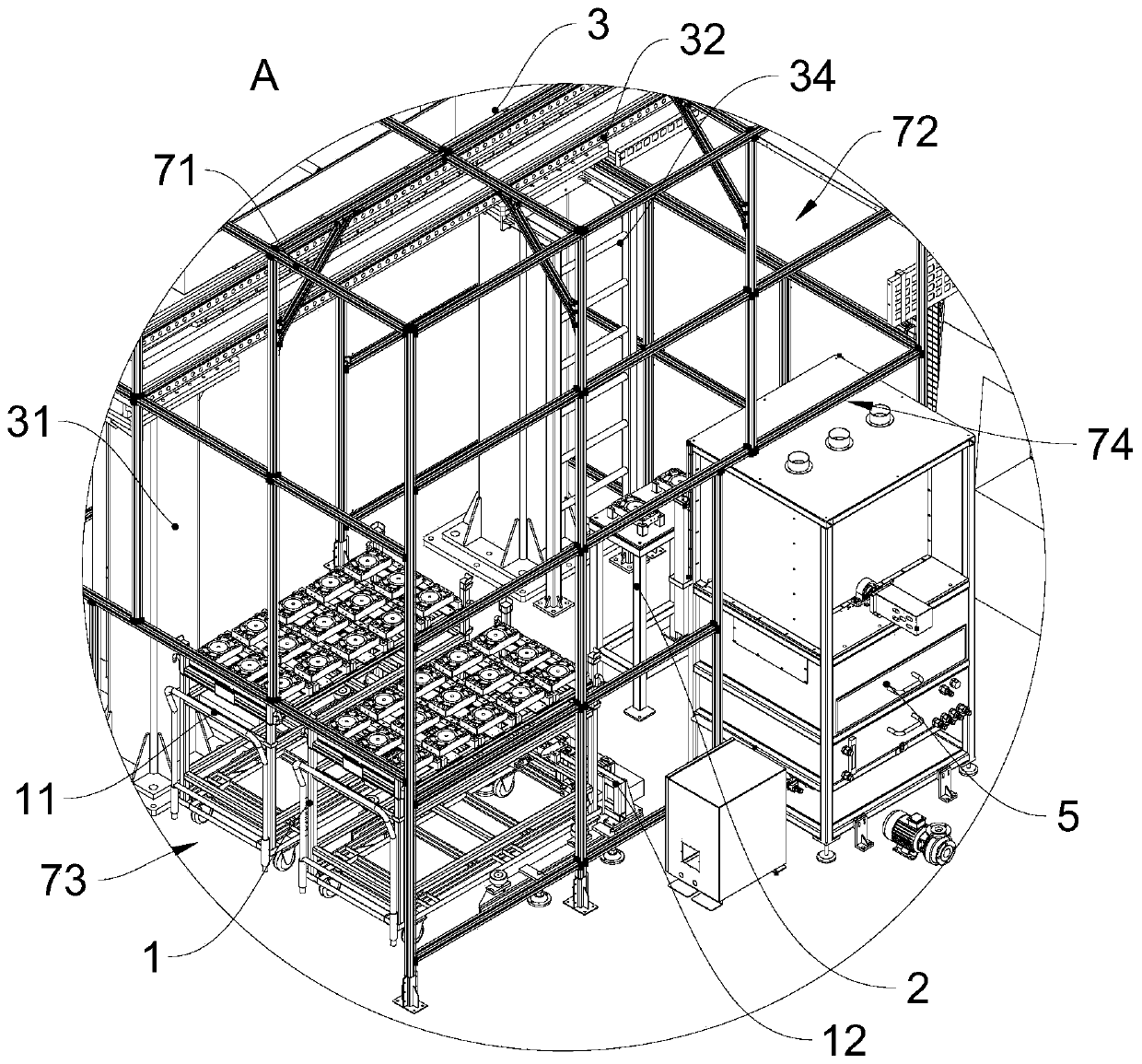
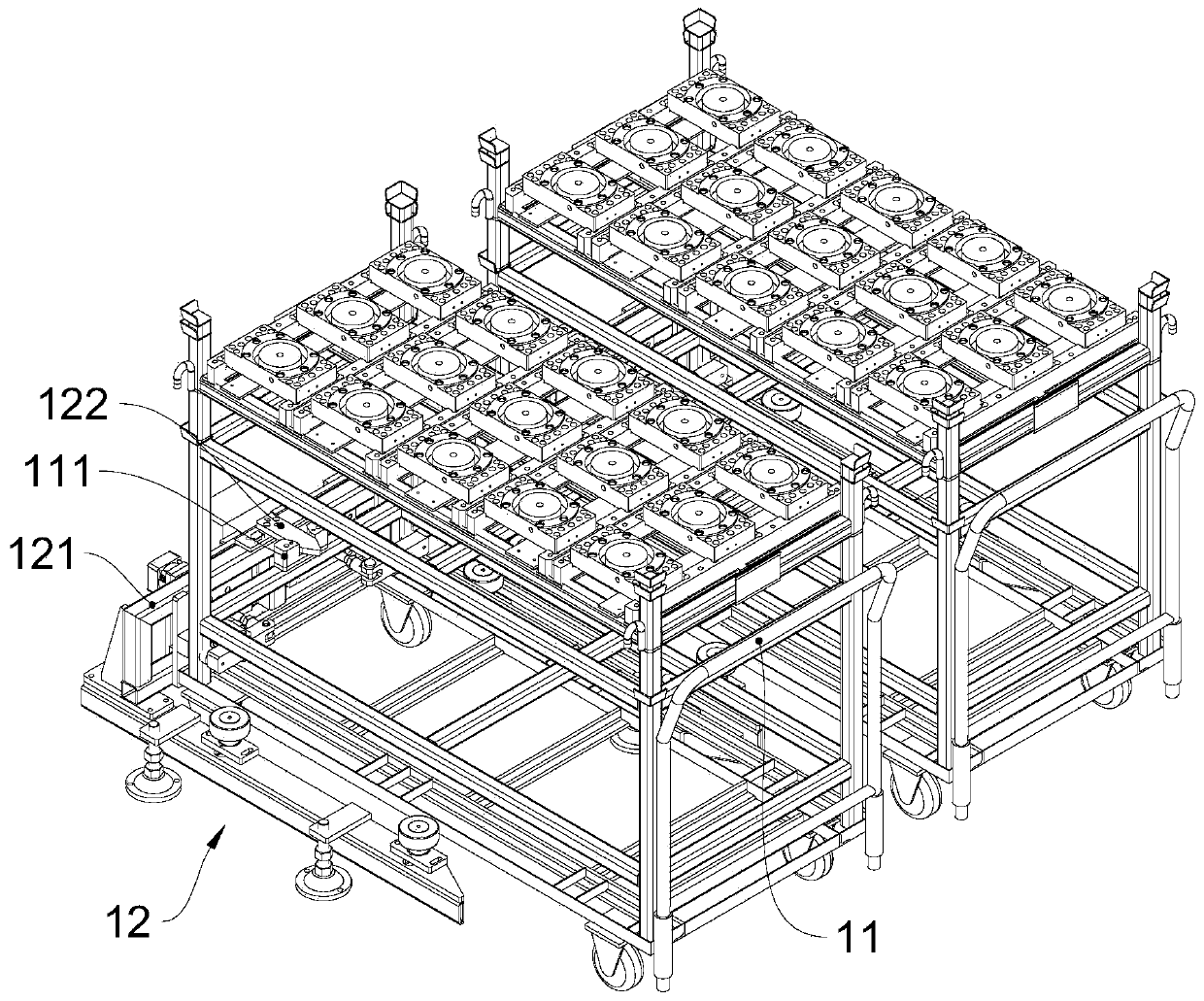
[0037] see figure 1 and figure 2 , figure 1 is a structural diagram of an embodiment of the present invention, figure 2 Yes figure 1 Enlarged image at A. The elevator brake iron core automatic processing production line includes a control unit, a material storage mechanism 1, a buffer table 2, a conveying mechanism 3, a robot loading and unloading mechanism 4, an automatic cleaning and drying device 5, and multiple processing center equipment 6. The control unit is respectively connected to the material The storage mechanism 1, the conveying mechanism 3, the robot loading and unloading mechanism 4, the automatic cleaning and drying device 5 are connected with the processing center equipment 6.
[0038]Conveying mechanism 3 comprises conveying frame 31 and two conveying guide rails 32, and two conveying guide rails 32 are positioned on conveying frame 31 horizontally and parallelly, and conveying guide rail 32 position is higher than the top of processing center equipment...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



