

Method for controlling welding deformation of high-energy beam
A high-energy beam welding and laser welding technology, which is applied in the direction of electron beam welding equipment, welding equipment, laser welding equipment, etc., can solve the problems of affecting the processing accuracy of the workpiece, the fatigue of the workpiece and other performance effects, and achieves simple operation and restraint deformation effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A method for controlling deformation of high-energy beam welding in Embodiment 1 is carried out in the following steps:
[0027] Step 1. Groove processing: process a groove with a blunt edge between the two workpieces to be welded.
[0028] Step 2. Assembly: Clean the welding surfaces of the two workpieces to be welded with alcohol or acetone and place them on the welding platform, assemble the bevel side on the bottom and the blunt side on the top, and fix the workpieces through the pressure plate.
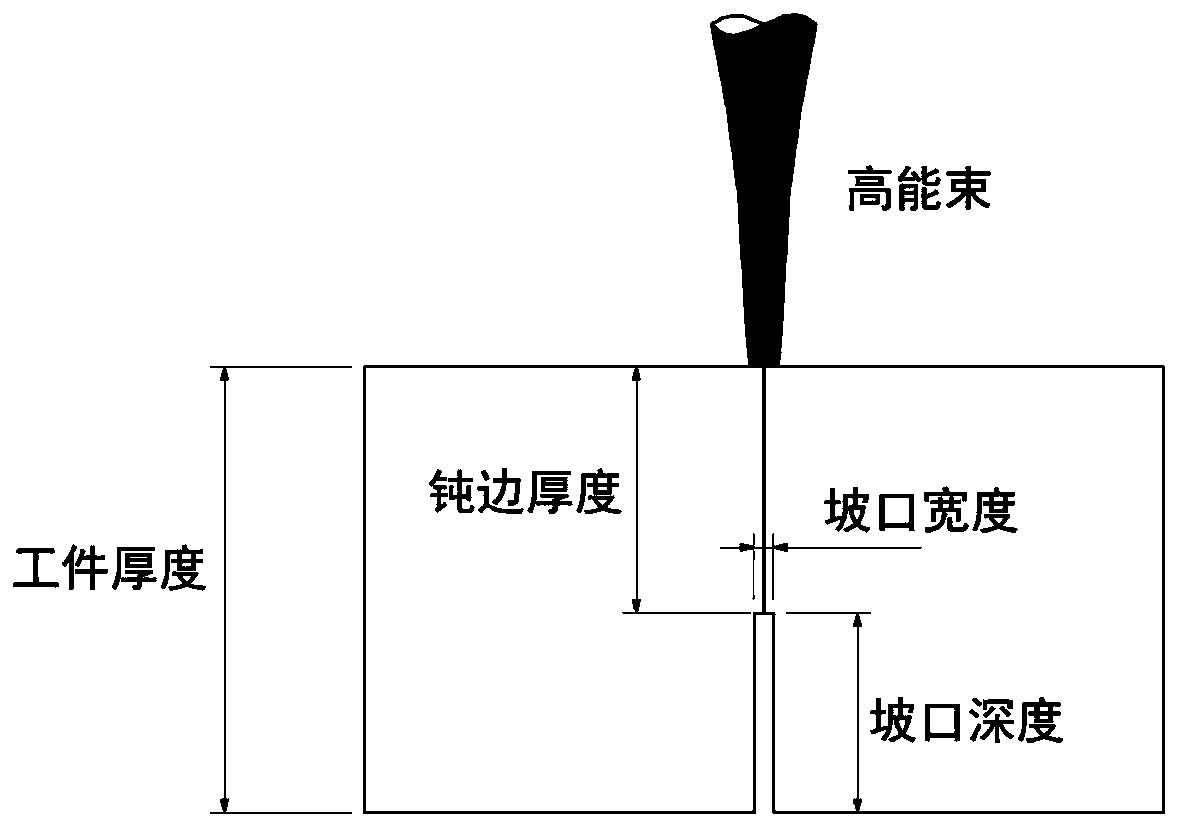
[0029] Step 3, welding: welding the workpiece by high energy beam welding. see figure 1 .
[0030] Specifically, the welding method in this embodiment is laser non-scanning self-fusion welding;
[0031] Specifically, the laser used in this embodiment is a fiber laser, and the beam mode is multimode;
[0032] Specifically, the groove depth in this embodiment is 5mm, and the groove width is 0.3mm;
[0033] Specifically, the blunt edge thickness in this embodiment is 5mm...
Embodiment 2
[0037] A method for controlling the deformation of high-energy beam welding in Embodiment 2 is carried out in the following steps:
[0038] Step 1. Groove processing: process a groove with a blunt edge between the two workpieces to be welded.
[0039] Step 2. Assembly: Clean the welding surfaces of the two workpieces to be welded with alcohol or acetone and place them on the welding platform, assemble the bevel side on the bottom and the blunt side on the top, and fix the workpieces through the pressure plate.
[0040] Step 3, welding: welding the workpiece by high energy beam welding.
[0041] Specifically, the welding method in this embodiment is laser non-scanning self-fusion welding;
[0042] Specifically, the laser used in this embodiment is a fiber laser, and the beam mode is multimode;
[0043] Specifically, the groove depth in this embodiment is 6mm, and the groove width is 0.3mm;
[0044] Specifically, the blunt edge thickness in this embodiment is 14mm;
[0045] ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More