

Welding process of high-power laser welding equipment for sheets
A technology of laser welding and thin plate welding, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problem of heat-affected workpiece deformation, less follow-up processing, welding efficiency and welding effect need to be improved, and thin plate welding process is complex, etc. problems, to achieve excellent welding results, prevent adverse effects, and high welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in combination with specific embodiments and with reference to the accompanying drawings. It should be understood that these descriptions are exemplary only, and are not intended to limit the scope of the present invention. Also, in the following description, descriptions of well-known structures and techniques are omitted to avoid unnecessarily obscuring the concept of the present invention.
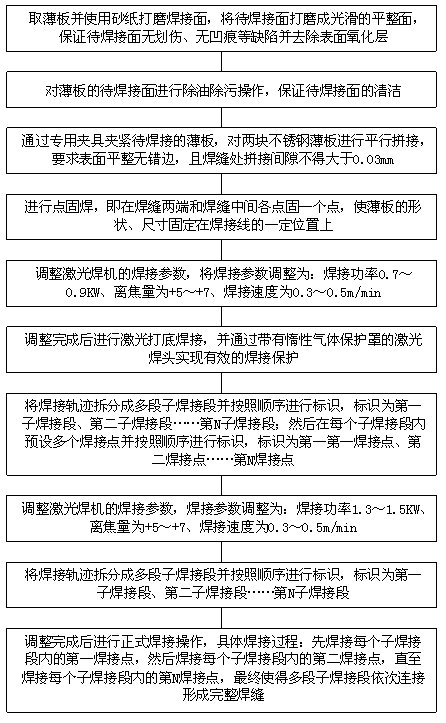
[0034] like figure 1 As shown, a kind of high-power laser welding equipment that the present invention proposes is to thin plate welding process, comprises the following steps:
[0035] S1. Take the thin plate and use sandpaper to polish the welding surface, and polish the surface to be welded into a smooth flat surface to ensure that the surface to be welded has no scratches, no dents and other defects and remove the su...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More