Molten steel steelmaking process temperature control system and method based on self-learning
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology for controlling the system and molten steel temperature, applied in the field of steelmaking and smelting, can solve problems such as steel leakage, high temperature of molten steel leaving the station, and untimely information communication
Inactive Publication Date: 2020-02-28
SHANGHAI MEISHAN IRON & STEEL CO LTD
View PDF8 Cites 5 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
It takes more than one hour from the melting of molten iron into the steelmaking converter to the completion of continuous casting. The path of each furnace of molten steel has many changes. Each steel type also has different requirements for the composition of molten steel and the addition of raw and auxiliary materials. These have caused the temperature of molten steel to be dynamic in each link, and the target temperature of each link also needs to be adjusted dynamically. In particular, the planned prearrangement of molten steel adopts a fixed casting cycle, which has a relatively large deviation from the actual situation, resulting in The calculation of the target temperature is inaccurate and cannot guide the production well
This process often requires the close coordination of skilled on-site operators, continuous casting central control personnel, and production scheduling personnel to manually determine the target exit temperature of molten steel, and then decide whether to exit the station. If the conditions are met, it will be delivered to the continuous casting platform, which will have a certain impact on the quality and production rhythm of the billet, and may even cause production accidents such as broken pouring and steel breakout.
The main reasons for the above problems are that the information communication is not timely, the information exchange between various systems is not smooth, the time rhythm of the links between stations, driving adjustment and assembly is not well grasped, and the status of equipment such as ladle usage status and tapping hole is abnormal The temperature of molten steel out of the station is too high or too low to meet the requirements of continuous casting. Therefore, a new solution is urgently needed to solve this technical problem.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
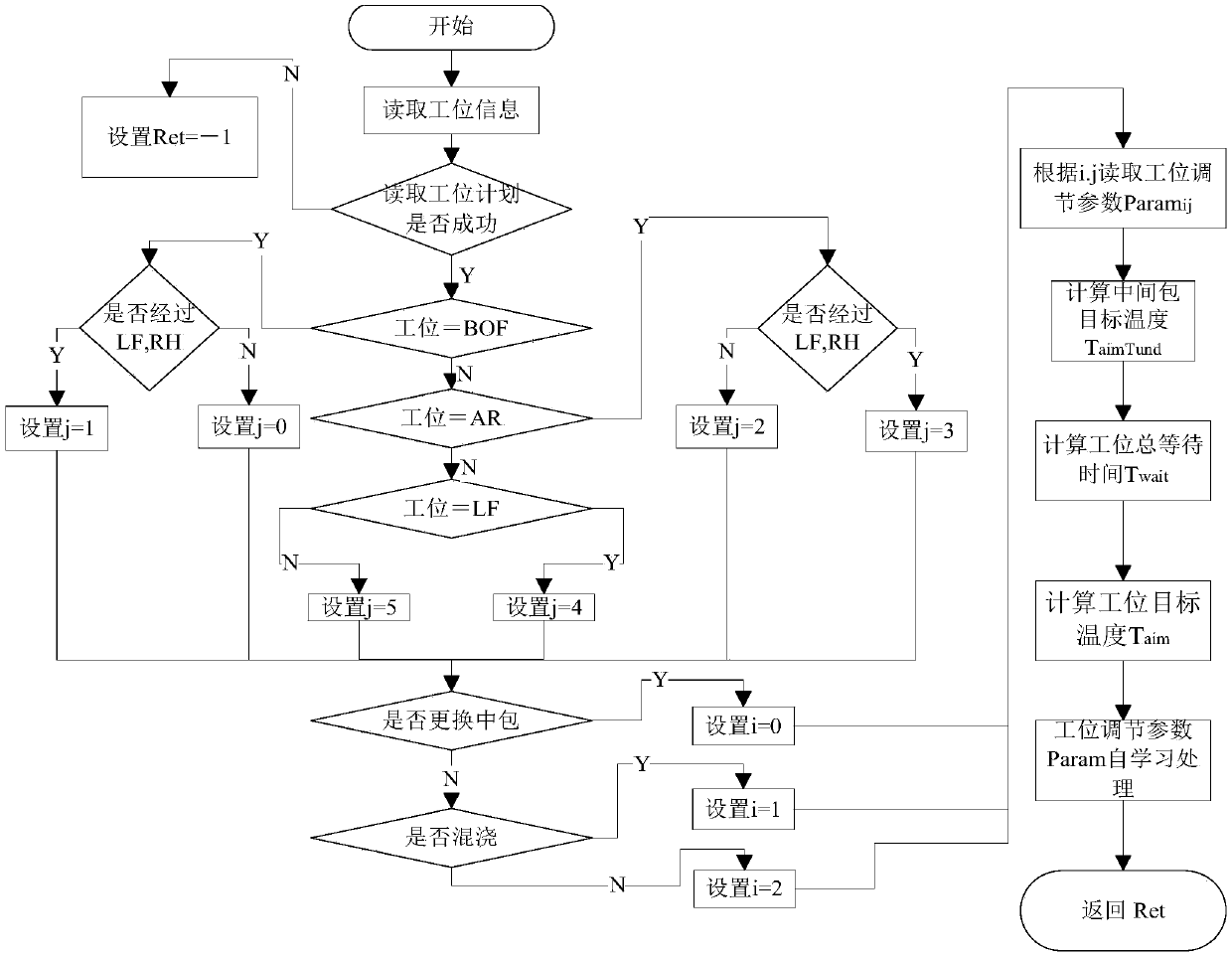
[0063] Embodiment 1: see figure 1 , a kind of steelmaking molten steel process temperature control method based on self-study, described method is specifically as follows, (1) calculate station target outbound temperature, at first determine following parameter list according to historical data, then use formula: station target temperature= Tundish molten steel target temperature TaimTund + total waiting time of molten steel Twait * station temperature drop coefficient Coeff i +Station superheat SH i +Station adjustment parameter Param ij Calculate the target exit temperature for the station.
[0064] ① Analyze the historical data and establish the station adjustment parameter table. The initial data is as follows:
[0078] The converter is processing a furnace, and the calculation is as follows:
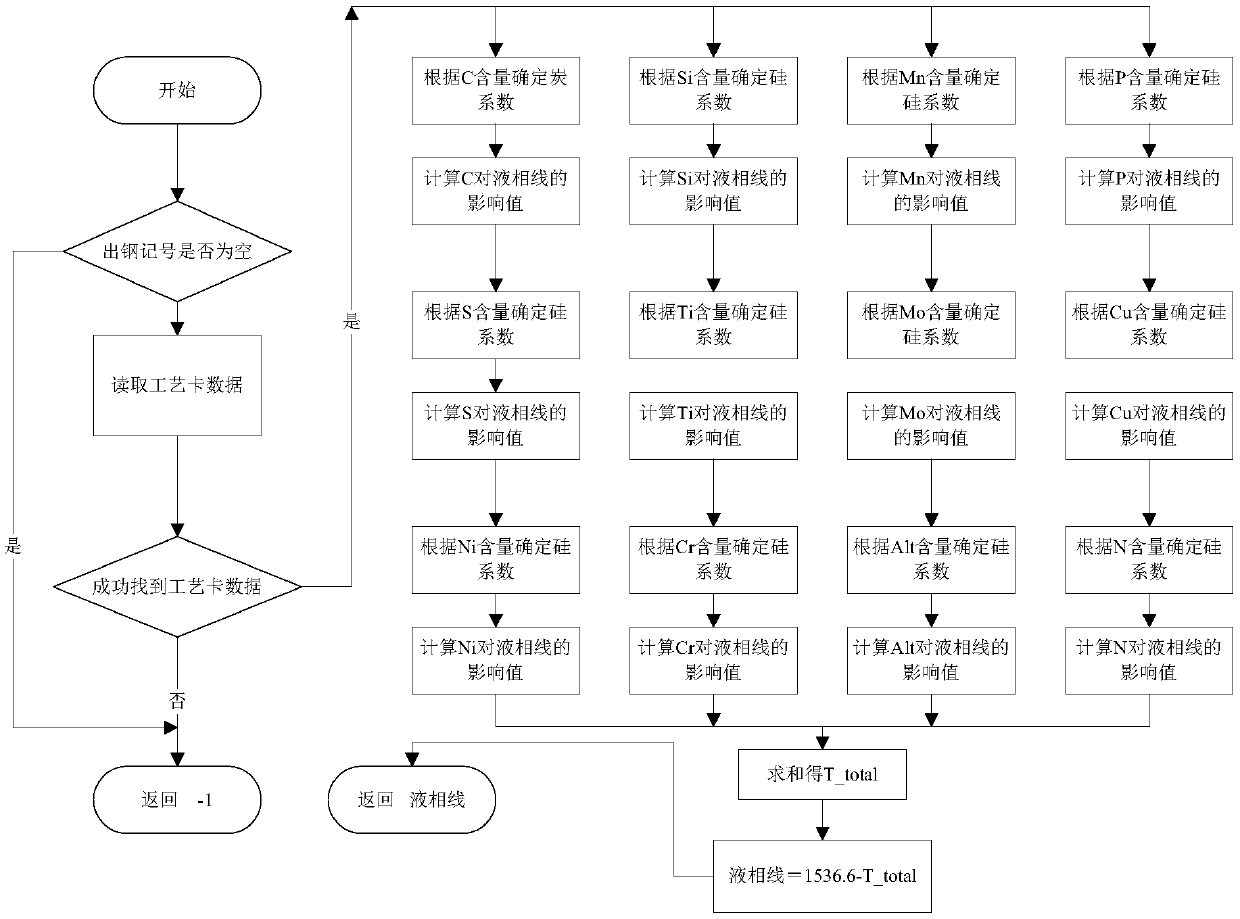
[0079] The steel type is: GV5950E2; look up the standard data and related parameters of this steel type, and calculate the liquidus line: 1517°, the superheat of the tundish is 25°, the superheat of the converter is 20°, the temperature drop of tapping is 15°, and the furnace is planned to be replaced package, the furnace plan is processed by LF, it can be seen that i=0, j=1.
[0080] Time at that time: 23:16:26, May 9;
[0081] Planned pouring time: 00:40:00, May 10
[0082] The calculated total waiting time is 83.57 minutes
[0083] The station temperature drop coefficient is 0.56
[0084] Station adjustment parameter Param 01 The lookup table is 13.05
[0085] The target temperature of the station is: 1517+25+20+15+83.57*0.56+13.05=1636.5°
[0086] (2) Self-learning process of station adjustment parameters
[0087] Taking the above converter molten steel as an example, the calculation ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
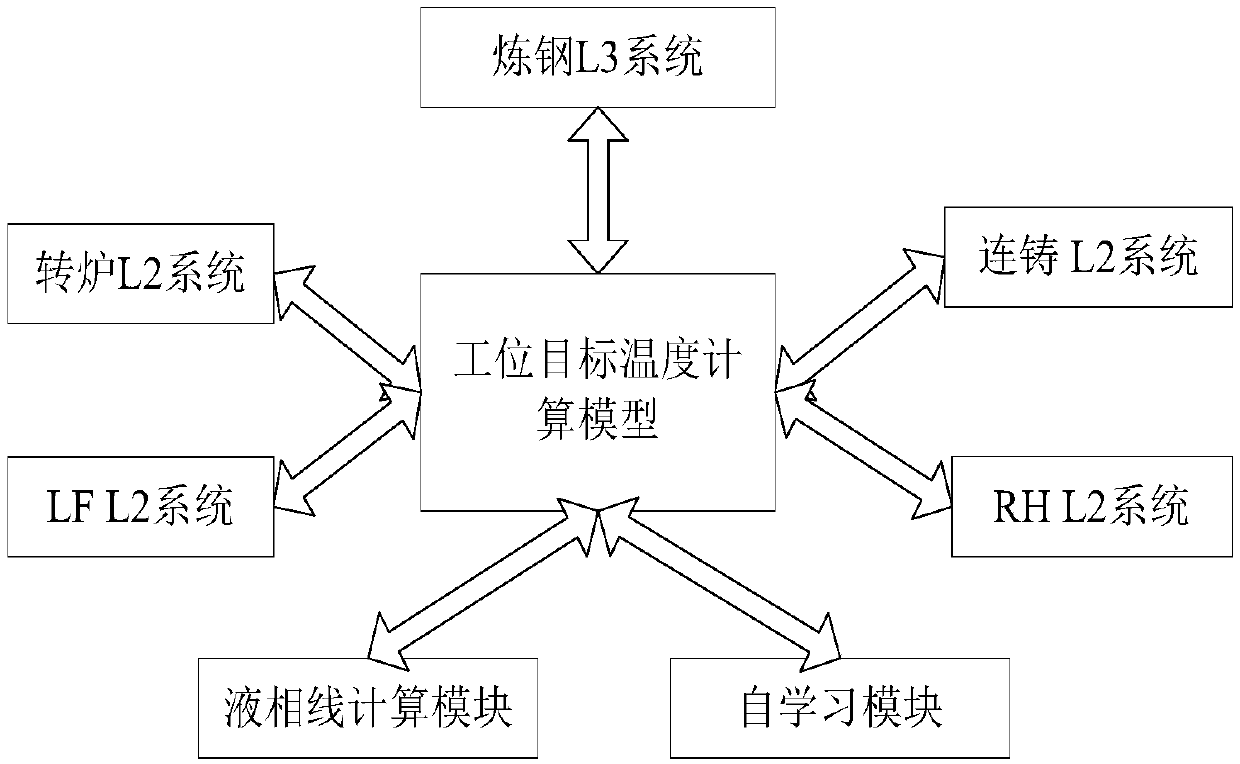
The invention relates to a molten steelsteelmaking process temperature controlsystem based on self-learning. The control system comprises a station outbound temperature calculation system, a stationadjustment coefficient self-learning function, an L3 plan receiving actual performance uploading system, a station target temperature control system and a molten steeltemperature forecasting function. The station outbound temperature calculation system comprises calculation of outbound temperature of a converter, an argon blowing station, a refining furnace, a vacuum treatment furnace and calculation of continuous-castingtundish target temperature. The L3 plan receiving actual performance uploading system is used for receiving an L3 plan, the manufacturing standard and the operation standard and sending the heat production actual performance to the L3. The station adjustment parameter self-learning function automatically learns parameter values needing to be adjusted by plans and actualdeviations of the station under different conditions on the basis of historical data. The whole system is reasonable in design, various abnormal factors are considered in the calculation process, allstation L2 systems are connected in series, station adjustment parameters are self-learned, and the adaptability of the method is greatly enhanced.
Description
technical field [0001] The invention relates to a control system, in particular to a process temperature control of molten steel in steelmaking based on self-learning, and belongs to the technical field of steelmaking and smelting. Background technique [0002] Continuous casting requires a stable molten steel temperature and a certain degree of superheat in the tundish. It takes more than one hour from the melting of molten iron into the steelmaking converter to the completion of continuous casting. The path of each furnace of molten steel has many changes. Each steel type also has different requirements for the composition of molten steel and the addition of raw and auxiliary materials. These have caused the temperature of molten steel to be dynamic in each link, and the target temperature of each link also needs to be adjusted dynamically. In particular, the planned prearrangement of molten steel adopts a fixed casting cycle, which has a relatively large deviation from th...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More