

Laser swing welding method for medium and thick plate armored steel
A welding method and technology for armored steel, applied in laser welding equipment, welding equipment, welding/welding/cutting objects, etc., can solve problems such as poor forming, and achieve the effects of preventing energy loss, increasing inclination angle, and enhancing gap adaptability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0019] Specific implementation mode one: combine Figures 1 to 3 Describe this embodiment mode, a kind of medium and thick plate armor steel laser swing welding method of this embodiment mode, it is to carry out according to the following steps:
[0020] Step 1: smoothing the parts to be welded of the workpiece, and grinding or cleaning the surfaces on both sides of the workpiece after processing;
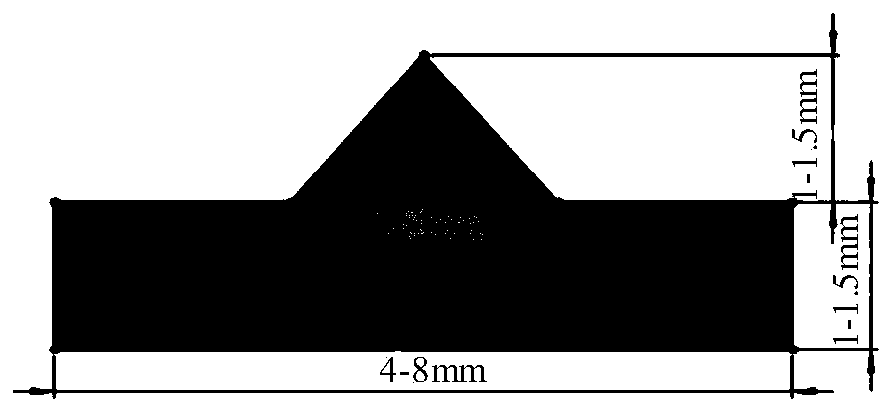
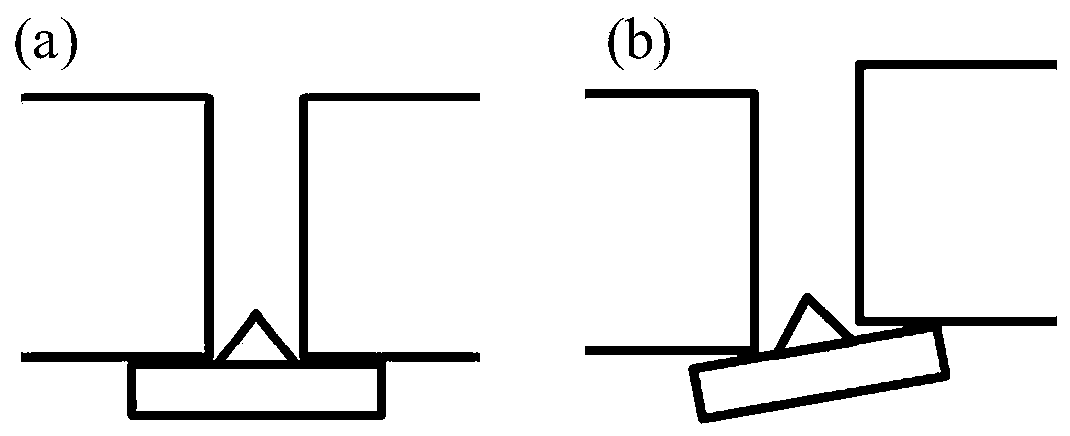
[0021] Step 2: fix the workpiece to be welded after grinding or cleaning on the welding fixture, add a formed base plate at the bottom of the gap, leave a protrusion in the middle of the base plate, and fix it at the edge of the base plate;
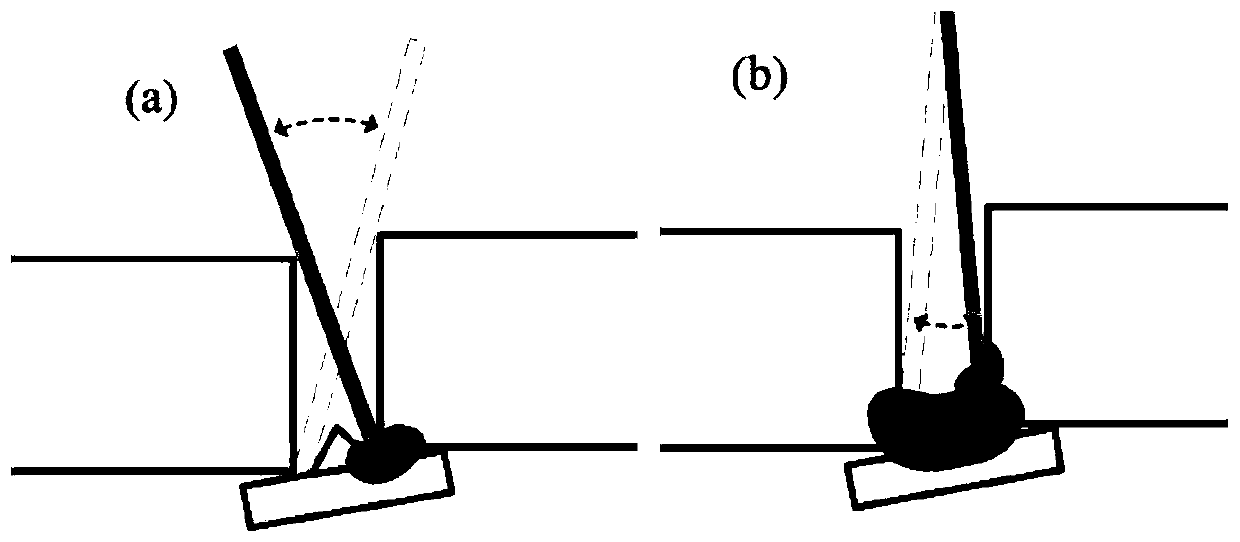
[0022] Step 3: Set the process parameters: the laser power of bottom welding is 2kW~3kW, the defocus amount is +5~+15mm, the laser swing range is 1~8mm, the swing frequency is 0~5Hz, and the shielding gas is pure argon. The shielding gas flow rate is 10L / min~40L / min, the welding speed is 0.3~1.2m / min; the laser power for filling welding is 1....
specific Embodiment approach 2
[0024] Specific implementation mode two: combination Figures 1 to 3 This embodiment is described. The difference between this embodiment and the first embodiment is that the workpiece to be welded is a butt joint of 6252 armored steel with a thickness of 12 mm.
[0025] Others are the same as in the first embodiment.
specific Embodiment approach 3
[0026] Specific implementation mode three: combination Figures 1 to 3 This embodiment will be described. The difference between this embodiment and the first embodiment is that the welding wire is GM120 welding wire with a diameter of 1.2 mm.
[0027] Others are the same as in the first embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More