

High weather-resistant cold heading steel for 12.9-grade fasteners and production method thereof
A production method and fastener technology, which is applied in the field of cold heading steel production, can solve the problems of low strength of high weather resistance cold heading steel, and achieve the effects of increasing corrosion resistance, reducing costs, and strong adhesion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
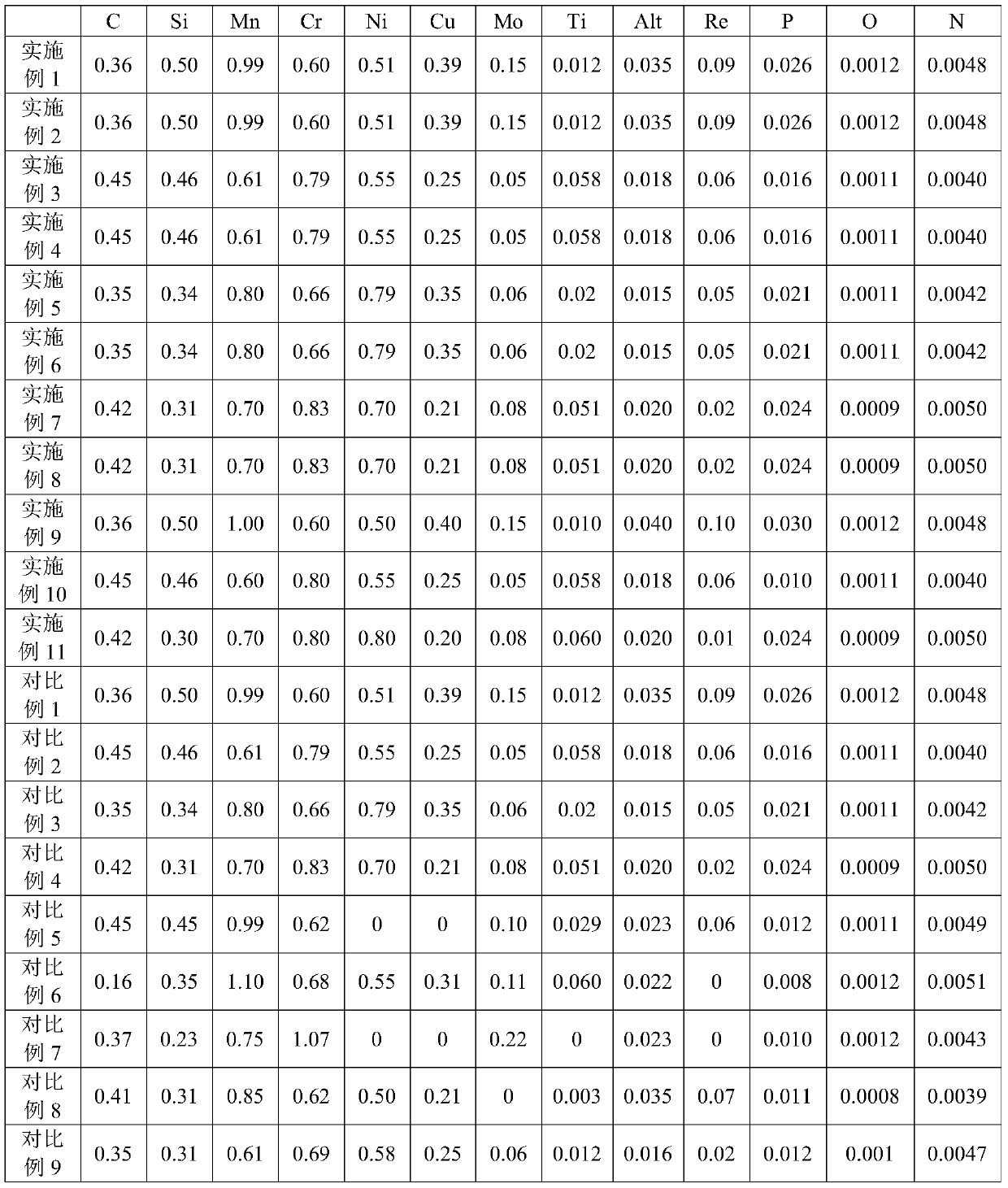
[0087] The main chemical components and mass percentages of the high weather-resistant cold heading steel for grade 12.9 fasteners in this embodiment are shown in Example 1 in Table 1.
[0088] A production method of high weather-resistant cold heading steel for 12.9 grade fasteners of this embodiment includes the following steps on the basis of the ingredients of this embodiment:
[0089] S1. Electric furnace smelting; during the smelting process, the oxygen is fixed before tapping, and the steel is left during the tapping process to avoid slag.
[0090] S2, LF furnace refining: during the LF furnace refining process, adjust elements such as C, Si, Mn, Cr, Ni, Cu, V, Re, P to the target value.
[0091] S3, RH vacuum degassing; degassing time ≥ 15 minutes, [H] content ≤ 1.5ppm after vacuum treatment, to avoid hydrogen embrittlement of bolts.
[0092] S4. Billet continuous casting; the temperature of the molten steel in the tundish is controlled at 10-40°C above the liquidus l...
Embodiment 2
[0101] The main chemical composition and mass percentage of the high weather-resistant cold heading steel for 12.9-grade fasteners in this embodiment are shown in Example 2 in Table 1.
[0102] A production method of high weather-resistant cold heading steel for 12.9 grade fasteners of this embodiment includes the following steps on the basis of the ingredients of this embodiment:
[0103] S1. Electric furnace smelting; during the smelting process, the oxygen is fixed before tapping, and the steel is left during the tapping process to avoid slag.
[0104] S2, LF furnace refining: during the LF furnace refining process, adjust elements such as C, Si, Mn, Cr, Ni, Cu, V, Re, P to the target value.
[0105] S3, VD vacuum degassing; degassing time ≥ 15 minutes, [H] content ≤ 1.5ppm after vacuum treatment, to avoid hydrogen embrittlement of bolts.
[0106] S4. Billet continuous casting; the temperature of the molten steel in the tundish is controlled at 10-40°C above the liquidus l...
Embodiment 3
[0115] The main chemical composition and mass percentage of the high weather-resistant cold heading steel for 12.9-grade fasteners in this embodiment are shown in Example 3 in Table 1.
[0116] A production method of high weather-resistant cold heading steel for 12.9 grade fasteners of this embodiment includes the following steps on the basis of the ingredients of this embodiment:
[0117] S1. Converter smelting; during the smelting process, the oxygen is fixed before tapping, and the steel is left during the tapping process to avoid slag.
[0118] S2, LF furnace refining: during the LF furnace refining process, adjust elements such as C, Si, Mn, Cr, Ni, Cu, V, Re, P to the target value.
[0119] S3, RH vacuum degassing; degassing time ≥ 15 minutes, [H] content ≤ 1.5ppm after vacuum treatment, to avoid hydrogen embrittlement of bolts.
[0120] S4. Billet continuous casting; the temperature of the molten steel in the tundish is controlled at 10-40°C above the liquidus line, an...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More